
Первый тип — канадский деревянно-каркасный дом. В Канаде и США, где используется данная технология строительства, 85% всех элементов дома собирается непосредственно на строительной площадке, и лишь 15% — предварительно изготовленные в заводских условиях элементы. Это стеновой каркас, обшитый только с одной стороны ориентированностружечной плитой и закрепленной в проектном положении изоляционной фольгой. Второй тип — скандинавский дом. Преимущество этой технологии по сравнению с канадской заключается в том, что наружные стены дома полностью производятся на заводе. Их каркас обшивается там ориентированностружечными плитами как изнутри, так и снаружи, внутри панелей размещается эффективная теплоизоляция и другие необходимые элементы. Тоже на заводе осуществляется предварительный монтаж окон и дверей, изготавливаются стропильные фермы с соединениями элементов на металлических зубчатых коннекторах. Затем на стройке эти стропильные конструкции монтируются и обшиваются. Что касается внутренних стен, то по скандинавской технологии они выполняются непосредственно на строительной площадке. Третий тип — среднеевропейская технология (ее представляет и компания Weinmann). В данном случае все панельные элементы здания для наружных и внутренних стен, перекрытий и крыш полностью изготавливаются на заводе. Очень важно, что единственно там возможно получить предельно высокое качество изготовления всех элементов, из которых затем на строительной площадке собирается конструкция дома в течение всего лишь одного дня. Благодаря этому внутренние грани ограждающих конструкций надежно закрываются от непогоды (дождя, снега). В противном случае внутренняя обшивка панелей из гипсокартона может разрушаться. Еще одно преимущество среднеевропейской технологии по сравнению с канадской состоит в том, что расход сырья в случае первой на 30% меньше. В соответствии с современными технологическими подходами WEINMANN все элементы дома - стены, перегородки, перекрытия - в готовом виде производятся в условиях цеха. Основой конструкции является деревянный каркас из балок, обшитый с двух сторон плитными материалами (влагостойкие древесностружечные плиты - OSB, цементно-стружечные плиты - ЦСП, древесно-волокнистые плиты, гипсокартонные плиты). Применение металлических крепежных элементов (скоб) позволяет выполнять соединение панелей с высокой скоростью, точностью и надежностью. Внутри каркас заполняется утеплителем (минераловатным, стружечным). Влагостойкость конструкции обеспечивается гидро- и паробарьерами. Наружная отделка - пенопласт, волокнистые или пробковые плиты с декоративной штукатуркой, керамические плиты, сайдинг, вагонка блокхаус и т.д. К спектру продукции WEINMANN относятся: - многофункциональные мосты
- установки для сборки каркасов
- раскройные центры
- центры обработки балок
- монтажные столы
- складская техника и манипуляторы 1. Центр обработки балок серии WBZ 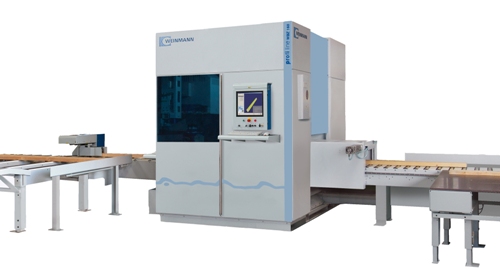
ВАЙНМАНН // Оборудование для производства быстровозводимых деревянных каркасно-панельных домов высокой степени заводской готовности
Обрабатывающий центр серии WBZ был разработан специально для требований отрасли домостроения. Обрабатывающий центр предназначен для раскроя, фрезерования, сверления и маркировки бруса. Модульная конструкция станка позволяет оснастить его согласно текущим индивидуальным производственным задачам заказчика и по мере расширения производственных задач постепенно дооснащать станок дополнительными опциями.
При разработке обрабатывающего центра серии WBZ конструкторами WEINMANN был использован модульный принцип, традиционно применяемый этой фирмой. Клиент может «стартовать» с покупки базовой модели WBZ 110, оснащенной гибко перенастраиваемым пильным агрегатом и маркировочным устройством со струйным принтером, который позволяет наносить на детали различные линии и обозначения. В дальнейшем можно постепенно добавлять различные опции для увеличения спектра выполняемых операций: фрезерно-сверлильный агрегат (в модели WBZ 130), а также автоматический магазин для инструмента на 12 позиций (в WBZ 160), превращающий станок в гибкую линию для обработки балок. Таким образом, модульность позволяет снизить объем начальных инвестиций и дает возможность постоянного совершенствования имеющегося оборудования. Станок изготавливается в соответствии с индивидуальными требованиями заказчика. В частности, длина обрабатываемых балок может достигать 6, 9 или 12 метров. Интерфейс системы управления станка позволяет сопрягать его с CAD-системами, а CAM-программное обеспечение значительно упрощает весь рабочий процесс. Рассмотрим устройство и процесс работы на станках серии WBZ более подробно. С помощью сервоупора балки измеряются и подаются к пильному диску. Этот сервоупор удерживает балку во время распиловки, что гарантирует высокую точность обработки. Специальные фиксаторы обеспечивают зажим заготовок во время всего технологического процесса обработки. Благодаря наличию векторного агрегата с сервоприводом обработка различных элементов детали производится пошагово, причем один шаг обработки происходит от 2 до 10 секунд. Как уже отмечалось выше, простейший вариант комплектации станка — WBZ 110. Он с высокой точностью в автоматическом режиме обеспечивает любые варианты распиловки балок, стоек, брусков. Гибкость настройки пильного узла позволяет производить прямые, угловые и наклонные резы. Альтернатива — более дешевый и компактный станок WBS 120 для аналогичных пильных работ. Модель WBZ 130 позволяет дополнительно выполнять операции фрезерования и сверления. Станок WBZ 160, оснащенный магазином для автоматической смены инструмента, является наиболее гибким и эффективным вариантом.
| 

