ГОСТ 17608-91 «Плиты бетонные тротуарные» прямо указывает, что для изготовления тротуарной плитки водоцементное отношение (В/Ц) должно быть не более 0,4. При увеличении водоцементного отношения тротуарная плитка никогда не будет отвечать требованиям ГОСТа, капиллярные поры в бетонной массе снизят и морозостойкость, и прочность изделия. Поэтому требования ГОСТа вполне закономерны, тротуарную плитку следует изготавливать при В/Ц не более 0,4. Бетон с низким В/Ц классифицируется как жесткий бетон. При определении подвижности бетона стандартным конусом, жесткий бетон практически не дает усадку после снятия эталонного конуса. 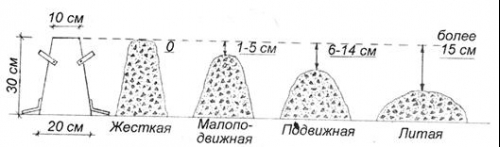
Рис. 3. Определение подвижности бетона стандартным конусом Метод полусухого вибропрессования позволяет получать изделия с высокими характеристиками морозостойкости (F-200, F-300 и более) и низким водопоглощением (меньше 5%). Изделиям, изготовленным на вибропрессах, характерна точность геометрических размеров и стабильность основных эксплуатационных параметров. Формующей частью вибропресса является матрица и пуансон. Пуансон имеет на своей поверхности рисунок, который отпечатывается на лицевой поверхности тротуарной плитки. Матрица отвечает за формование стенок изготавливаемой плитки. Формование изделий происходит на сменных технологических поддонах, подаваемых затем на участок сушки. Методом вибропрессования возможно изготавливать тротуарную плитку, бордюры и водоотливы, а также стеновые и перегородочные камни. Так, изначально покупая неавтоматизированный вибропресс в стандартной комплектации, впоследствии его можно дооснастить различными устройствами и приспособлениями, которые существенно увеличат производительность вибропрессового оборудования. Типичные заблуждения относительно применения вибропрессов в производстве строительных материалов Миф 1. Вибропресс стоит очень дорого, и малым предприятиям его покупка не по карману. Миф 2. Сменная оснастка вибропресса стоит дорого, для выпуска новых изделий требуется покупка новой оснастки. Миф 3. Вибропресс - машина сложная, и для его обслуживания необходимы высококвалифицированные специалисты. Миф 4. Переналадка вибропресса на выпуск новой продукции - процесс сложный и трудоемкий, доступный только специалисту. Однако если подробно рассмотреть применение вибропресса в производстве тротуарной плитки, выяснится, что перечисленные пункты не соответствуют действительности и являются лишь домыслами людей, не владеющих информацией об использовании современного виброоборудования на небольших предприятиях, выпускающих строительные материалы. В качестве примера, рассмотрим технологию производства вибропрессованной тротуарной плитки на примере доступного рычажного вибропресса классической компоновки. Рычажные вибропресса оснащены двумя электромеханическими вибраторами и имеют рычажный привод подъема подвижных частей вибропресса. Сам процесс производства тротуарной плитки на вибропрессе условно можно разделить на три этапа: Рис. 4. 
Рис. 4. Процесс производства тротуарной плитки на вибропрессе
| 

