Перед использованием сотодолька растягивается до состояния, когда ячейки принимают форму шестигранников и закладываются в заранее подготовленное пространство. Данная технология характеризуется низкой производительностью и неудовлетворительной точностью сборки сотопакетов, что приводит к низкому качеству сотов. 2. В дальнейшем эта технология изготовления СЗ была развита и автоматизирована. Были созданы сотоформирующие машины, на которых осуществляются следующие процессы: нанесение клеевых полос (при этом используется минимум два рулона бумаги) и сборка сотопакета. В самом простом варианте для сборки пакетов используют плоское мотовило (позволяет формировать одновременно два сотопакета). На более совершенных машинах используют восьмигранные «колеса» (одновременно происходит сборка восьми пакетов). Однако далее процесс изготовления сотов ничем не отличается от описанного в первом варианте. Эта технология намного производительнее первой и позволяет получать соты высокого качества. Наиболее узким местом этой технологии является изготовление сотодолек. Современное производство дверных полотен и мебельных щитов зачастую требует использования сотового заполнителя в виде бесконечной ленты. Для получения бесконечной ленты в двух вышеописанных технологиях сотодольки склеивают между собой на специальном станке. 3. Третий способ изготовления сотов заключается в том, что склеенные между собой в шахматном порядке 2, 4, 6 или 8 листов бумаги нарезаются на узкие полоски (ширина полоски соответствует высоте производимой соты), которые склеиваются между собой в бесконечную ленту. Это наиболее прогрессивная технология производства СЗ. Ее отличают высокая производительность и качество, возможность получения СЗ в виде бесконечной ленты или в виде отдельных сотодолек любой заданной длины. На рис. 2.3. приведена принципиальная схема изготовления дверных полотен и мебельных панелей с сотовым заполнителем. Для ее реализации в достаточно независимом варианте необходимо иметь форматно-раскроечное оборудование и станки по изготовлению закладных деталей и деталей рамки. Стандартная панель включает в себя следующие элементы: • две облицовки (обычно толщиной от3 до 3,5 мм);
• два вертикальных и два горизонтальных бруса рамки;
• закладные элементы (размещают в местах расположения замков, ручек или других элементов, которые будут крепиться на этом полотне; размеры закладных элементов определяются в каждом случае индивидуально, исходя из функционального назначения; элементы рамки и закладные элементы скрепляются между собой с помощью скоб , рис. 7, 8.
• сотовый заполнитель, высота которого должна быть на 0,5-1,0 мм больше толщины рамки. 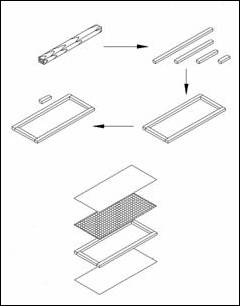
Рис. 2.3.. Принципиальная схема изготовления панелей с СЗ. Сотовый заполнитель вручную растягивается, укладывается в полость рамки мебельной панели и закрепляется с помощью скоб по ее внутреннему периметру. В местах закладных элементов сотовый заполнитель подгибается. На рамку мебельной панели поочередно укладываются облицовки с нанесенным клеем и закрепляются скобами. Далее осуществляется процесс прессования. Перед дальнейшей обработкой панели складируются в горизонтальном положении не менее чем на сутки.
| 


