3.2 Двойная нить 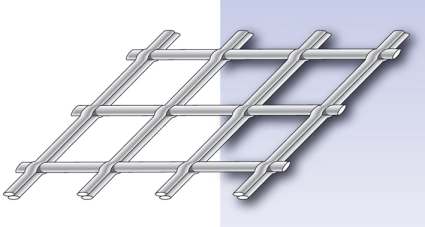
Основная конструкция тканых геосеток. Верхние и нижние нити основы всегда находятся друг над другом, а нить по утку проходит точно между верхней и нижней нитью основы. Таким образом, в местах пересечения встречаются 3 нити. В результате, нити основы фиксируют уточные нити на равном расстоянии друг от друга под прямым углом, что позволяет образовывать ячеистые неподвижные структуры. Тканые геосетки производятся на ткацком оборудовании. Основным минусом подобной конструкции является ограничение по размеру ячеек – при больших размерах ячеек структура становится подвижной. Кроме того, поскольку нити соприкасаются между собой на изгибе, возможны дополнительные механические напряжения в местах их пересечения, что может приводить к преждевременному разрушению структуры. Процесс производства тканых геосеток из высокомодульного полиэстера включает в себя следующие этапы: Технология производства тканных геосеток их НМ ПЭФ нитей При производстве тканной геосетки полимерные нити подаются со «шпулярника» на ткацкий станок, на котором происходит либо перемотка нитей на бобины станка, либо происходит непосредственная подача нитей на формирование геосетки. Во втором случае подача нитей идет напрямую со шпулярника на барабан ткацкого станка, минуя процесс перемотки их на бобины машины. При производстве геосетки используются ткацкие станки рапирного типа. Процесс формирования самой геосетки происходит путем прокладки уточной нити рапирным способом по прямой под/над нитями основы. Для изменения размера ячеек необходимо настроить режим подачи уточной нити через определенный интервал времени. При подаче уточной нити происходит поднятие/опускание нитей основы (образование зева). Его образование происходит либо с помощью ремизной рамы, либо с помощью эксцентрикового механизма. При подаче уточной нити, нить захватывается рапирой. Рапира может либо сама захватывать нить (позитивная), либо нить может продуваться в отверстие рапиры (негативная). Первый способ более предпочтителен, поскольку позволяет избежать деформации нити при захвате и позволяет захватывать большое количество нитей одновременно одинакового диаметра. Кроме того, при отпускании нити использование позитивной рапиры позволяет точно определить время передачи нити из одной рапиры в другую. Всего в производстве задействовано две рапиры, каждая из них проходит лишь половину ширины полотна и по середине передает нить второй рапире, которая доводит нить до конца полотна и затем отпускает ее. Рапиры могут быть сами по себе либо жесткими, либо мягкими. При использовании жестких рапир их движение контролируется только по краям оборудования за пределами плоскости полотка, в то время как мягкие рапиры должны контролироваться по всей их длине. Прокладка уточных нитей через заданный промежуток времени позволяет образовать решетчатую структуру. Таким образом, формируется так называемое «суровое полотно». Затем происходит намотка полученного материала и подача его на пропитку. За пропитку отвечает обособленное технологическое оборудование, которое представляет с собой технологическую линия, в которое находится наносимое на геосетку вещество, барабан, на который происходит намотка материала и сушильное устройство. Пропитка может наносится на материал, когда он находится на барабане (ракельный способ нанесения) или материал может окунаться/погружаться в пропитку до намотки на барабан. В процессе пропитка геосетка фиксируется на цепях, что устраняет возможность ее усадки во время сушки. При нанесении покрытия, полимер находится в жидком состоянии при комнаткой температуре, после нанесения сушилка создает температуру порядка 180 градусов и структура приобретает стабильность. Точная температура устанавливается индивидуально. Допустимая температура рассчитана до 220 градусов. Возможно осуществление непрерывного процесса, когда осуществляется непосредственная подача сурового полотна с ткацкого станка на пропитку, что сокращает производственный цикл и снижает риск деформации материала в процессе доставки его на пропитку. Затем происходит фасовка материала.
| 


