ОБЗОР ТЕХНОЛОГИЙ ПРОИЗВОДСТВА ГЕОСЕТОК
Различают следующие типы геосеток, применяемых в мире: экструдированные, соединенные, тканые, вязанные.
1) Экструдированные геосетки
Основным материалом для производства экструдированных геосеток служит полипропилен и полиэтилен. Процесс производства состоит из одного технологического процесса, который включает три производственные операции.
Технология производства экструдированных геосеток
Путем плоскощелевой экструзии вырабатывается пластиковый «бесконечный» лист. Затем, не допуская охлаждения листа, в нем пробиваются отверстия, которые образует ячейки геосетки. На заключительной стадии лист растягивается в одном (продольном) или в двух (продольном и поперечном) направлениях. При растягивании структуры в продольном направлении вырабатываются геосетки, называемые «моноаксиальными». Ячейки в структуре образуют прямоугольные отверстия с разной длиной сторон ячеек. При растягивании структуры в двух направлениях вырабатываются геосетки, называемые «биаксиальными». Ячейки в структуре образуют прямоугольные отверстия с одинаковыми по длине сторонами ячеек.
Основными производителями такого типа геосеток являются компании «Tensar» и «Tenax».
2) Соединенные геосетки образуются из полимерных полос, стержней или ровингов уложенных под прямым углом и скрепленных в местах их соприкосновения. Скрепление может производить лазерной или ультразвуковой сваркой или химическим путем. Основным материалом для производства соединенных геосеток служит ПЭФ, ПП, стекловолокно.
Стеклонити, образующие стеклоровинги крайне редко используются при данном способе производства геосеток. Единственным примером данной продукции на российском рынке является продукция компании «Стекло-Прогресс» (Россия) под торговой маркой «Армдор». Эта геосетка из стекловолокна представляет собой стеклоровинги, уложенные друг относительно друга под прямым углом, которые склеены между собой.
Среди соединенных геосеток из полиэстера на российском рынке представлена продукция компании «Naue» (Германия) под торговой маркой «Sequgrid». Эта геосетка представляет собой полимерные полосы из полиэстера, уложенные друг относительно друга под прямым углом и скрепленные между собой методом сварки.
Непосредственно высокомодульные ПЭФ нити при производстве соединенной сетчатой структуры использует компания «Kirson Industrial Reinforcements GmbH» (Германия). Производимая структура не относится к разряду геосеток, так как имеет относительно малую плотность (55 г/м2) и толщину. Продукция носит наименование «решетчатый холст». Укрепляющие «решетчатые» холсты выглядят как решётка, состоящая из бесконечного количества текстильных нитей. Этот материал конкурирует на российском рынке с геотканями. Решетчатые холсты на 20¬-40% тоньше тканей (идентичной конструкции и одинаковых нитей).
С помощью «решетчатых» холстов Kirson можно производить очень тонкие изделия, при этом их технические свойства не ухудшаются. Экономия материала в конечном продукте может достигать 20%.
Основными видами геосеток из НМ ПЭФ нитей являются тканые и основовязаные (нитепрошивные) геосетки.
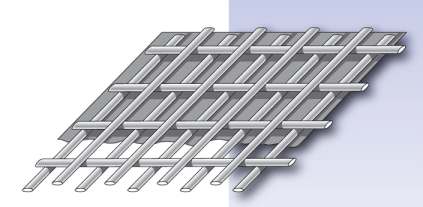
3) Тканые геосетки представляют собой решетчатую структуру, образованную путем прямого переплетения нитей. Основным материалом при производстве такого типа геосеток является полиэстер и стекловолокно.
Основные типы тканых геосеток представлены ниже.
3.1 Обычная нить
Рисунок 2.2
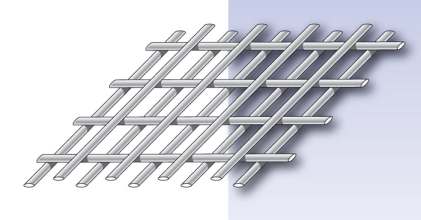
Это основная конструкция холстов. Верхние и нижние нити основы находятся на равном расстоянии друг от друга. Под нитью по основе проходит нить по утку, через определённое расстояние нить по основе проходит под нитью по утку, это сочетание продолжается вдоль всей ширины. Таким образом, в местах пересечения встречаются 2 нити
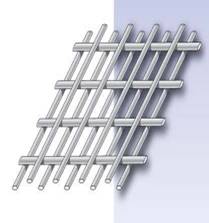
3.2 Двойная нить
Основная конструкция тканых геосеток. Верхние и нижние нити основы всегда находятся друг над другом, а нить по утку проходит точно между верхней и нижней нитью основы. Таким образом, в местах пересечения встречаются 3 нити. В результате, нити основы фиксируют уточные нити на равном расстоянии друг от друга под прямым углом, что позволяет образовывать ячеистые неподвижные структуры.
Тканые геосетки производятся на ткацком оборудовании.
Основным минусом подобной конструкции является ограничение по размеру ячеек – при больших размерах ячеек структура становится подвижной.
Кроме того, поскольку нити соприкасаются между собой на изгибе, возможны дополнительные механические напряжения в местах их пересечения, что может приводить к преждевременному разрушению структуры.
Процесс производства тканых геосеток из высокомодульного полиэстера включает в себя следующие этапы:
Технология производства тканных геосеток их НМ ПЭФ нитей
При производстве тканной геосетки полимерные нити подаются со «шпулярника» на ткацкий станок, на котором происходит либо перемотка нитей на бобины станка, либо происходит непосредственная подача нитей на формирование геосетки. Во втором случае подача нитей идет напрямую со шпулярника на барабан ткацкого станка, минуя процесс перемотки их на бобины машины.
При производстве геосетки используются ткацкие станки рапирного типа.
Процесс формирования самой геосетки происходит путем прокладки уточной нити рапирным способом по прямой под/над нитями основы. Для изменения размера ячеек необходимо настроить режим подачи уточной нити через определенный интервал времени. При подаче уточной нити происходит поднятие/опускание нитей основы (образование зева). Его образование происходит либо с помощью ремизной рамы, либо с помощью эксцентрикового механизма. При подаче уточной нити, нить захватывается рапирой. Рапира может либо сама захватывать нить (позитивная), либо нить может продуваться в отверстие рапиры (негативная). Первый способ более предпочтителен, поскольку позволяет избежать деформации нити при захвате и позволяет захватывать большое количество нитей одновременно одинакового диаметра. Кроме того, при отпускании нити использование позитивной рапиры позволяет точно определить время передачи нити из одной рапиры в другую. Всего в производстве задействовано две рапиры, каждая из них проходит лишь половину ширины полотна и по середине передает нить второй рапире, которая доводит нить до конца полотна и затем отпускает ее.
Рапиры могут быть сами по себе либо жесткими, либо мягкими. При использовании жестких рапир их движение контролируется только по краям оборудования за пределами плоскости полотка, в то время как мягкие рапиры должны контролироваться по всей их длине.
Прокладка уточных нитей через заданный промежуток времени позволяет образовать решетчатую структуру. Таким образом, формируется так называемое «суровое полотно». Затем происходит намотка полученного материала и подача его на пропитку.
За пропитку отвечает обособленное технологическое оборудование, которое представляет с собой технологическую линия, в которое находится наносимое на геосетку вещество, барабан, на который происходит намотка материала и сушильное устройство. Пропитка может наносится на материал, когда он находится на барабане (ракельный способ нанесения) или материал может окунаться/погружаться в пропитку до намотки на барабан.
В процессе пропитка геосетка фиксируется на цепях, что устраняет возможность ее усадки во время сушки. При нанесении покрытия, полимер находится в жидком состоянии при комнаткой температуре, после нанесения сушилка создает температуру порядка 180 градусов и структура приобретает стабильность. Точная температура устанавливается индивидуально. Допустимая температура рассчитана до 220 градусов.
Возможно осуществление непрерывного процесса, когда осуществляется непосредственная подача сурового полотна с ткацкого станка на пропитку, что сокращает производственный цикл и снижает риск деформации материала в процессе доставки его на пропитку. Затем происходит фасовка материала.
3.3 Соединение холста с нетканым текстильным материалом
Вышеописанные способы производства тканной геосетки из ПЭФ дополняет технология производства композитного материала, который представляет собой геосетку, соединенную с нетканым полимерным полотном.
После процесса пропитки, геосетка кашируется на нетканый текстильный материал (из стекла, полиэфирного или другого волокна), что даёт возможность выпускать соединения с нетканными текстильными материалами весом от 15 до 200 грамм на квадратный метр.
В производстве геосетки может закладываться различное количество полимерных нитей, различный тип нитей, формироваться различный размер ячеек. Для апробации возможных вариантов производства крупнейшие производители подобных материалов имеют собственные исследовательские лаборатории или имеют контакт с подобными лабораториями. Каждая компания - производитель держит в секрете технологические особенности своего производства и процесс обработки геосетки.
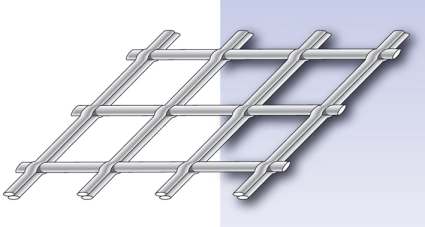
4) Вязанные (нитепрошивные) геосетки
Основными материалами при данном способе производства геосеток является полиэстер и стекловолокно. Реже используется полипропилен.
Нитепрошивные сетки представляют собой три системы полимерных нитей, сформированные в геосетку с помощью основовязального оборудования (warp knitting machinery). Конкретно используется технология «прокладки утка» (weft insertion machinery). При данном способе производства геосетки одна система нитей (уток) прокладывается поверх другой (основы) и скрепляется (прошивается) третьей системой нитей. При данном способе производства геосеток нити основы и утка не переплетаются между собой, а лежат друг на друге, что снижает механические нагрузки в местах их пересечения, что сокращает преждевременную деградацию материала.
Преимущество данного технологического процесса в том, что нити в основовязаном полотне лежат прямо, а не переплетены. В традиционной ткани продольные нити проходят как над, так и под поперечными нитями. В случае приложения нагрузки нити вначале ориентируются в направлении приложения силы. Из-за этого полотно при незначительном удлинении имеет запаздывающее восприятие растягивающих усилий.
Основовязаные геосетки в результате прямой укладки нитей, как правило, можгут воспринимать растягивающие усилия уже при незначительных удлинениях. Растягивающий потенциал волокон используется сразу же. Задержка восприятия растягивающих усилий материалом, возникающая в результате переплетения, отпадает.
Одновременно может прокладываться до 30 (ПЭФ) и 24 (стекловолокно) уточных нитей, что повышает производительность основовязального оборудования по сравнению с ткацкими станками. Кроме того, присутствие прошивающей системы нитей позволяет формировать в геосетке ячейки любого размера при сохранении стабильности структуры.
Ширина основовязального достигает 6,2 метров, что превышает существующие размеры ткацких станков (до 5 метров, как правило до 4,2 метра). Данный показатель повышает производительность оборудования и удобство транспортировки и укладки конечного материала.
Технологический процесс производства конечного продукта схож с процессом производства геосетки на ткацком оборудовании. Нити в катушках от производителя помещаются в сновальную машину. Со сновальной машины идет подача нити на основовязальное оборудование, на котором происходит перемотка нити на бобины оборудования. Уже с этих бобин идет подача нити на формирование сурового полотна.
После формирования сурового полотна на основовязальной машине, материал подается на пропитку. Подача на пропитку может происходить непрерывно непосредственно с основовязального оборудования, либо процесс может быть разделен и будет происходить «намотка-перенос-размотка» материала для подачи на пропитку.
Также как и тканые геосетки, прошивные геосетки могут кашированься нетканым полотном, образуя композитный материал. При производстве геосеток из НМ ПЭФ нитей (как тканых, так и вязанных) существенным является момент микроклимата в производственном помещении – уровень влажности и температура воздуха. При несоблюдении требуемых норм потеря в производительности может составить более 20% из-за обрывности нитей. Основовязальное оборудование габаритнее и дороже ткацких станков.
Оба типа оборудования являются достаточно гибкими к применяемому типу материала и формированию материала определенной формы и плотности. Как и процесс производства тканых геосеток, производство прошивных геосеток может различаться в зависимости от количества прокладываемых нитей, типа этих нитей, размера ячеек. Для достижения требуемых характеристик геосетка должна происходить испытания в специализированных лабораториях.
Таким образом, каждая компания, выпускающая геосетки из НМ ПЭФ, нитей может рассматриваться как поставщик технологического процесса производства материала. Пригодность той или иной геосетки выявляется лабораторными исследованиями и накопленным опытом эксплуатации.
С анализом российского рынка геосинтетических материалов Вы можете познакомиться в отчетах Академии Конъюнктуры Промышленных Рынков:
Рынок нетканого геотекстиля в России
Рынок тканого геотекстиля в России
Рынок геосеток из ПЭФ нитей в России
Рынок объемных нетканых георешеток в России
Рынок геоячеек из полиэтиленовых лент в России
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 672-70-46
E-mail: mail@akpr.ru
WWW: www.akpr.ru
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование