В настоящей статье возможности каталитических методов продемонстрированы на ряде примеров: -переработка попутных газов нефтегазодобычи;
-энергетическое использование метансодержащих выбросов угольных шахт;
-каталитическое сжигание низкоконцентрированных углеродсодержащих отходов техногенного и растительного происхождения. Переработка попутных газов нефтегазодобычи. При добыче нефти и газа образуется значительное количество легких углеводородов, преимущественно С1-С5. В силу ряда причин газы не находят квалифицированного использования в местах добычи. Их транспортировка в газообразном виде также затруднена. В конечном итоге эти газы зачастую сжигаются на факелах. Возможным направлением их использования является переработка газов С1-С5 в жидкие углеводороды, транспортировка которых значительно проще. Относительно простым направлением в решении этой задачи является переработка газов С1-С5 в ароматические соединения (бензол, толуол, ксилолы). В таком процессе возможно протекание следующих реакций: 
Следует обратить внимание, что целевое протекание реакций (то есть слева направо) возможно только при Т>Т*. Для осуществления таких реакций используются среднепористые высоко кремнеземные цеолиты типа ZSM-5 и ZSM-11 с добавками металлов Cu, Pd, Ca, Ge и др. Основная проблема заключается в обеспечении необходимой активности и стабильности катализаторов. К приготовлению катализаторов предъявляется ряд требований, которые направлены на оптимизацию их свойств. 1. Синтез цеолитов типа ZSM-5 или ZSM-11 с минимизацией размера нанокристаллов цеолита.
2. Увеличение внешней поверхности цеолитных нанокристаллов.
3. Селективная дезактивация (удаление активных центров) внешней поверхности нанокристаллов.
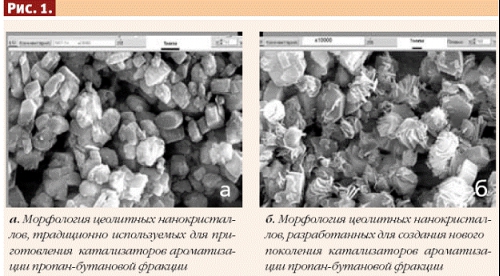
4. Оптимизация способов модификации цеолитов добавками гидродегидрирующих компонентов
(Zn, Ga, Zn+Ga). На рис. 1 приведены микрофотографии традиционных цеолитных нанокристаллов (рис. 1а) и вновь разработанных цеолитов (рис. 1б), предназначенных для осуществления реакций ароматизации пропилена и/или бутана - основных компонентов попутных газов нефтедобычи. Как видно из приведенных фотографий, внешняя поверхность вновь синтезированных нанокристаллов оказывается значительно больше за счет ее структурирования в форме тонких нанопластин. На основе вновь синтезированных цеолитов был разработан катализатор ароматизации - переработки попутных газов нефтегазодобычи, содержащих парафины С2-С5, в ароматический концентрат — смесь бензола, толуола и ксилолов [2]. В табл. 2 приведены сравнительные показатели вновь разработанного процесса ароматизации и уже известных процессов «ЦИКЛАР» и «Z-Forming». Как можно заметить из приведенных данных, вновь разработанный процесс обеспечивает более высокий выход целевых продуктов (70-72% против 60-63%). Однако основное преимущество скрывается в более простом аппаратурном оформлении - использовании реакторов с неподвижным слоем против реакторов с движущимся слоем катализатора. Весьма оптимистично выглядят перспективы коммерциализации новой технологии в рамках важнейшего инновационного проекта «Разработка и промышленное освоение катализаторов и каталитических технологий нового поколения для производства моторных топлив», финансируемого с 2005 г. Федеральным агентством по науке и инновациям. В 2006 г. была создана пилотная установка мощностью 1 тыс. тн./год на базе ОАО «НИИПИГазпереработка» (г. Краснодар) и проведены ее технологические испытания. Показатели, достигнутые в ходе этих испытаний, приведены в табл. 3. 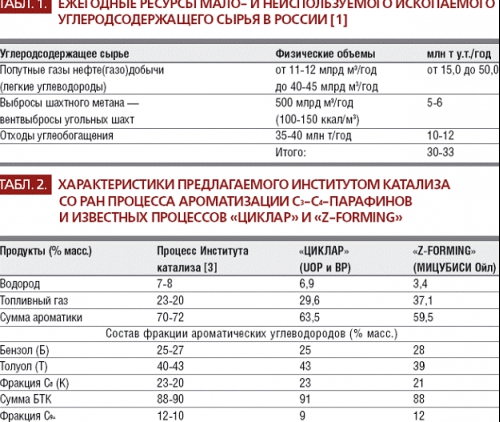
| 

