
1.Из чушкового первичного алюминия с добавлением легирующих компонентов (возможно также использование отходы алюминиевого производства) в плавильно-литейных агрегатах получают слитки (заготовки). Процесс производства заготовок 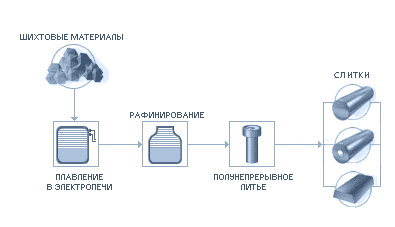
2. Методом прессования заготовкам придают ту или иную необходимую форму Прессование алюминиевых архитектурных длинномеров производится на гидравлических прессах. Процесс заключается в выдавливании алюминия из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля (рисунок 1.2). Технологический процесс прессования включает операции: 1)нагрев заготовки;
2)подготовка заготовки к прессованию - рубка или распиливание заготовки (при распиливании – меньшее количество отходов);
3)непосредственно процесс прессования;
4)закаливание. Процесс производства алюминиевых профилей 
Выделяют два метода прессования: прямой и обратный. При прямом прессовании движение пуансона пресса и истечение алюминия через отверстие матрицы происходят в одном направлении (рисунок 2.3). Рисунок 2.3 Схема прессования прутка прямым (а) и обратным (б) методом 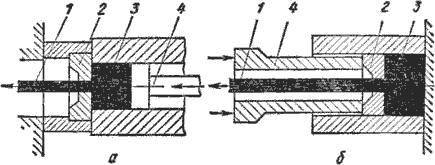
1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 - пуансон Источник: из лекционного материала «Ивановского государственного энергетического университета имени В.И. Ленина»
| 

