
Производство неавтоклавных ячеистых бетонов, в том числе малыми предприятиями, — наиболее динамично развивающаяся сегодня отрасль стеновых материалов. Однако специфика технологии неавтоклавного газобетона требует применения молотого песка, а это часто не по силам малым предприятиям. Для решения данной проблемы наиболее актуальны разработки новых технологических приёмов использования в производстве неавтоклавных ячеистых бетонов минеральных промышленных отходов. Так, в качестве дополнительного сырьевого компонента может быть использована высококальциевая зола ТЭЦ. Все предыдущие решения по разработке технологий неавтоклавных газобетонов на основе высококальциевых зол ТЭЦ от сжигания Канско-Ачинских углей были направлены на максимальное их введение в сырьевые смеси. Это приводило к неоправданно сложным и энергоёмким решениям (постоянное изменение дозировок и технологических режимов в соответствии с колебаниями свойств зол, обязательное пропаривание, иногда — помол компонентов или сушка изделий) [1–8]. Всё это не позволило широко внедрить предложенные технологии, особенно в условиях малых производств. В связи с этим становится актуальной задачей разработка технологии неавтоклавного газобетона на основе высококальциевых зол ТЭЦ, которая обеспечит получение материала со стабильно высокими строительно-техническими свойствами по технологии, не требующей пропаривания, помола и других, сложных для малых производств, переделов. Для решения поставленных задач в исследованиях применялась высококальциевая зола ТЭЦ-3 (г. Барнаул), полученная при сжигании бурых углей КАБ в парогенераторах с жидким шлакоудалением. Золы отбирались с электрофильтров в разное время в 2003–2006 гг. Эти золы представляют собой обожжённую минеральную часть бурых углей Назаровского и Ирша-Бородинского разрезов Канско-Ачинского бассейна. Полученные в ходе исследования характеристики проб зол свидетельствуют о колебаниях их свойств в широком диапазоне. Так, очевидны колебания по срокам схватывания зол: начало схватывания изменяется в пределах от 5 до 50 мин, а конец — от 20 до 200 мин. Содержание свободного открытого CaO находится в пределах от 1,79 до 6,63 %, суммарной свободной извести — от 2,94 до 7,46 %, свободного MgO — от 0 до 4,5 %. Температурный эффект ранней гидратации золы ∆Т изменяется от 2 до 7 оС, при этом время достижения максимальной температуры колеблется от 20 до 90 мин. Также в качестве вяжущего использовали портландцемент М400 Д20 Искитимского, Голухинского и Топкинского цементных заводов. В качестве мелкого заполнителя для производства неавтоклавного цементно-песчаного газобетона (без помола кремнезёмистого компонента) использовался речной песок с поймы реки Обь с Мкр = 1,2, содержанием илистых, глинистых и пылеватых частиц 5–6 %. Газобетон на основе золо-цементной композиции менее чувствителен к значительным колебаниям состава и свойств золы, вследствие как разбавления, так и сдерживания деструктивных явлений прочным цементным камнем (межпоровая перегородка), а также пористой структурой материала. Для ослабления возможных деструктивных явлений, а также для ускорения темпов набора прочности и интенсификации процессов газовыделения, необходимо применять добавки, которые способны вступать в реакции обмена и присоединения с составляющими золо-цементной композиции с образованием щёлочи NaOH и структурно активных фаз AFt и AFm. Наиболее распространённые и доступные добавки такого типа — это хлорид и сульфат натрия. Механизм действия этих добавок представлен следующим образом. Для них характерно то, что при взаимодействии с известью золы в присутствии алюминийсодержащих фаз портландцементного клинкера и высококальциевой золы должна происходить обменная реакция с образованием гидросульфо- и гидрохлоралюминатов кальция в виде фаз AFt и AFm. nCaO + Ca3(AlO3)2 + 2nNaCl + (m + 1)H2O → 3Ca3(AlO3)2•nCaCl2•mH2O + 2nNaOH, (1) nCaO + Ca3(AlO3)2 + nNa2SO4 + (m + 1)H2O → 3Ca3(AlO3)2•nCaSO4•mH2O + 2nNaOH, (2) где n = 1 или 3; m = 10–12 или 30–32. При этом будет ускоряться гидратация СаОсвоб золы, и высвобождаться в поровый раствор щёлочь NaOH. На первом этапе работы было определено оптимальное водотвёрдое отношение, которое для золо-цементных составов было ниже на 5–10 % по сравнению с цементно-песчаным газобетоном. Использование высококальциевой золы вместо песка позволяет увеличить высоту вспучивания на 11 %, а применение химических добавок — ещё на 3–10 %, за счёт интенсификации процессов газовыделения в результате постепенного образования NaOH в обменных реакциях (1, 2), что позволяет регулировать процессы газовыделения и вспучивания массива. Кроме того, применение добавок позволяет сократить сроки схватывания массива за счёт дополнительного интенсивного синтеза фаз AFt и AFm, связывающих повышенное количество воды. Эти фазы обладают высокой скоростью роста и обеспечивают ускоренный набор структурной прочности бетона (рис. 1). 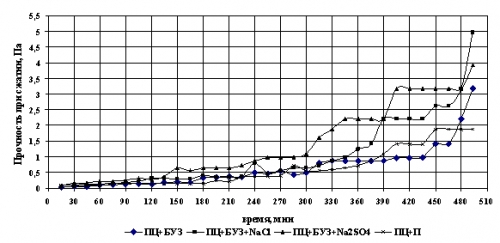
Рис. 1. Изменение пластической прочности газобетонного массива от вида сырьевой смеси
|


