Структура применяемого АВН важна, как средство достижения заданного расположения и ориентации волокон по отношению к направлению действующих усилий в композите или композитном изделии. Основные варианты расположения волокон в АВН и соответственно в получаемых на их основе композитах приведены на рисунке. 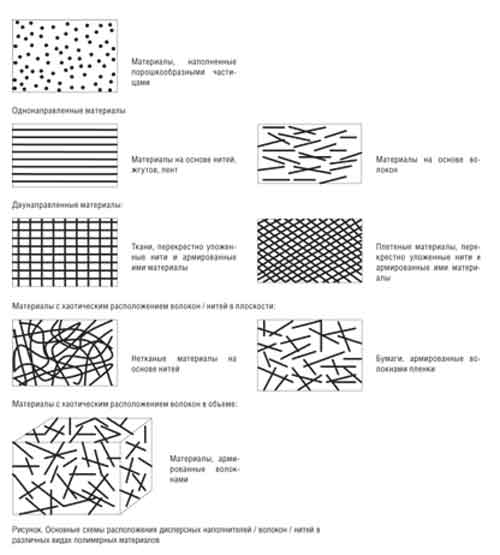
Исходя из изложенного, желательно добиваться более плотной упаковки волокнистого наполнителя. Предельную степень наполнения, или армирования χ можно рассчитать, исходя из плотной геометрической укладки шаров или цилиндров. Ниже приведены ее значения: для плотной укладки шаров χ = 0, 524; для плотной укладки цилиндров по треугольнику (гексагональная упаковка) χ = 0,907; при укладке цилиндров по квадрату χ = 0,785; при перекрестной слоевой укладке цилиндров χ = 0,785; при плотной трехмерной укладке цилиндров χ = 0,59. Однако самая теоретически плотная укладка волокон невозможна и даже вредна, так как необходимо, чтобы каждое волокно было окружено слоем матрицы (связующего) для обеспечения наиболее высокой адгезии волокон, передачи механических усилий между армирующими волокнами и достижения максимальной монолитности композита и изделия. На практике применяются следующие объемные степени армирования при получении композитов и изделий с оптимальными механическими характеристиками: при армировании дисперсными наполнителями χ ≤ 0,3...0.45; при армировании однонаправленными АВН χ ≤ 0,6...0,75; при армировании тканями и плетеными полотнами χ = 0,45 ≤ 0,55; при армировании неткаными материалами χ ≤ 0,3...0,4; при армировании бумагами и картонами χ ≤ 0,35...0,5; Так, например, при заполнении межволоконного пространства однонаправленных ВПКМ выше критического значения (0,65...0,75) нарушается монолитность композита, что приводит к появлению в нем неравномерности напряжений, а поэтому к разрушению при меньших механических напряжениях, чем для монолитных образцов. Продолжение статьи смотрите на портале www.polymery.ru АРМИРОВАННЫЕ ПЛАСТИКИ (Часть II): виды, свойства, применение
www.polymery.ru
|



