При наружном использовании алюминиевых сэндвич-панелей необходимо учитывать их линейное термическое расширение (коэффициент линейного термического расширения панелей составляет 2,3 мм/м длины при перепаде температуры 100 град.). Поэтому отверстия под винты должны иметь диаметр несколько больший на величину, учитывающую движение композитных панелей в процессе эксплуатации. Для монтажа рекомендуется использовать фасадные винты для металлических конструкций либо саморезы. Для снижения давления винта на поверхность панели и обеспечения их теплового расширения необходимо использовать прокладки из эластичных полимерных материалов. Для закрытия головок можно применять специальные колпачки. Сварка композитных алюминиевых панелей Соединение элементов конструкций из алюминиевых сэндвич-панелей можно осуществлять методом сварки горячим воздухом, когда в качестве соединяющего материала используется электродная проволока. В процессе сварки проволока и полимерная сердцевина разогреваются до температуры плавления и образуют прочное соединение. Подготовка материала для сварки состоит в следующем: по краю материала снимается фаска под углом 45 0 . Перед сваркой панели плотно стыкуются краями со снятыми фасками друг к другу (рисунок 6). 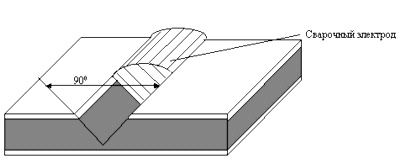
Рисунок 6. Сварка алюминиевых сэндвич-панелей с сердцевиной из полиэтилена. Сварку необходимо произвести не позднее 24 часов после подготовки листов к сварке, ввиду быстрого оксидирования полимерной основы. Для сварки необходимо использовать электроды на основе мягкого полиэтилена (тип 1800-h, черного цвета). Непосредственно перед сваркой удалить внешний слой электрода наждачной бумагой и сделать скос под углом 45 0 . Температура плиты при сварке поддерживается равной 260-270 0 С. После проведения сварки и охлаждения материала сварочный наплыв снимается при помощи ножа. Для крепления панелей можно применять двухсторонние соединительные (монтажные) ленты, имеющие акриловый клеящий слой, который нанесен на вспененную основу. Следует отметить, что такой вид соединения материала применяется когда не требуется высокой прочности клеевого шва (имеется ввиду предел прочности на растяжение и на срез). Внимание: клеи не держатся на пластмассах используемых в качестве внутреннего слоя композитных панелей; При сплошном одностороннем заклеивании панелей возможна деформация соединения из-за разницы в коэффициентах линейного термического расширения (эффект биметалла). Соединение композитных алюминиевых панелей профилями Для соединения панелей ETALBOND можно использовать профили. Такой вид соединения удобен для создания модульных выставочных конструкций и др. подобного применения внутри помещений. Варианты конструкции показаны на рисунке 7. 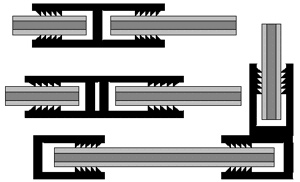
Рисунок 7. Варианты крепления сэндвич-панелей ETALBOND при помощи профиля. Дополнительная лакировка алюминиевых панелей Для лакировки и грунтовки композитных материалов подходят любые окрашивающие системы, применяемые для окраски и лакировки алюминия. Рекомендуется перед началом работ провести технологические пробы на совместимость выбранной окрашивающей системы с взятым композитным материалом. Стадии рабочего процесса: • предварительная очистка и обезжиривание поверхности, • зачистка поверхности мокрой шлифовальной бумагой (зернистостью 360), • нанесение на поверхность лака (грунта) • сушка покрытия. Следует помнить: при ускоренной сушке максимально допустимая температура 70 0С. Не допускается изгибать материал после дополнительной лакировки из-за малой эластичности лакированной поверхности Прилипание полимерной пленки лакового покрытия к материалу сердцевины отсутствует. | 

