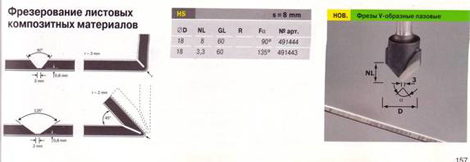
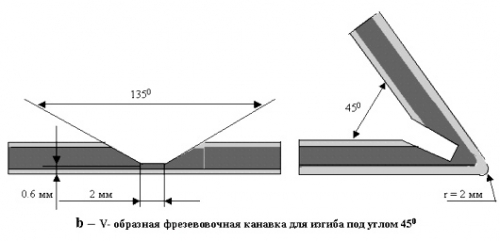
Обратите внимание на правильный раскрой листов перед распиловкой и фрезерованием. Поскольку во многих случаях заготовки требуется сгибать, то необходимо учитывать толщину материала на сгибах. Сверление композитных алюминиевых панелей АКП сверлится обычными спиральными сверлами, предназначенными для сверления металла. Рекомендуемый материал сверла — быстрорежущая сталь. Рекомендуемый угол острия — 100-140 0. Гибка композитных алюминиевых панелей Композитные алюминиевые сэндвич-панели Etаlbond легко поддаются холодной пластической формовке (сгибанию) общеизвестными способами. Процесс не требует специального оборудования и может проводиться на окантовочных прессах, универсальных гибочных машинах и круглогибочных прокатных машинах. Для избежания повреждения поверхности материала необходимо применять защитную фольгу или прокладочные листы из полиэтилена или пластика толщиной 1-2 мм. Идеальная ширина штампа при сгибании на окантовочном прессе: 2 х d + 2 х (толщина защитной фольги) + диаметр штампа + 15 мм, где d – толщина материала; защитная фольга – защитные прокладки для верха и низа листа. Минимальный радиус изгиба должен быть в 15 раз больше толщины листа. Минимальное расстояние от края листа до места изгиба должно составлять пять толщин материала. Придавать требуемую форму панелям можно с помощью окантовочной фрезеровки , т.е. изгибанием панели после специальной фрезерной обработки (рисунок 4). Незначительная толщина материала, остающаяся после фрезеровки позволяет производить точное изгибание материала вручную без дополнительного оборудования. 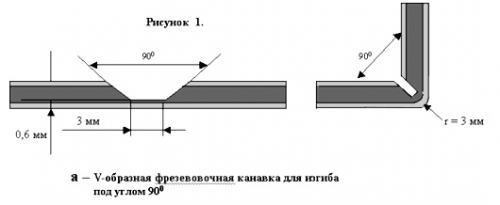
| 

