Для эксплуатационных характеристик маркировки решающее значение имеет режим вывода лазерного луча. Производители могут поставлять лазеры с различными режимами вывода, от лазера с многими режимами до TEM00 (с поперечным электромагнитным типом колебаний), или же лазера с любым из режимов в диапазоне от первого до второго, включая и лазеры с пучком лазерного излучения с модовой структурой низкого порядка. Эти режимы вывода зависят от ряда факторов, включающих расхождение пучка и распределение мощности по диаметру лазерного луча. Лазеры с модовой структурой низкого порядка и лазеры TEM00 особенного хорошо подходят для высокоскоростной векторной маркировки, которую наносят с помощью Data Matrix и бар-кодов, одноштриховых буквенно-цифровых кодов, закрашенных шрифтов true-type, а также сложной графики за счет их способности создавать небольшое сфокусированное пятно, позволяющее, в результате, получать очень тонкие линии с хорошо очерченными краями.
Плотность мощности является функцией размера зоны воздействия сфокусированного лазерного луча. Размер зоны воздействия сфокусированного лазерного луча для данного фокусного расстояния линзы и длины волны лазерного луча являются функцией расходимости лазерного луча, которая управляется конфигурацией лазера, селекцией мод размера щели, а также увеличением апколлиматора (расширитель пучка). Частота повторения импульсов (через акустико-оптический Q-переключатель) и пиковое значение плотности мощности являются критическими параметрами при формировании маркировки для достижения оптимальных контрастности и скорости. Высокое пиковое значение мощности при низкой частоте быстро повышает температуру поверхности, превращая материал в пар при проведении минимума тепла в субстрат. По мере того, как увеличивается частота повторения импульсов, более низкое пиковое значение дает минимальное образование пара, но создает больше тепла. Также критическим фактором является скорость луча (скорость перемещения луча лазера по рабочей поверхности). Использование лазерных добавок может повысить и оптимизировать контрастность кодов машинного зрения, и уменьшить продолжительность циклов нанесения маркировки. А эти факторы, в конечном итоге, позволяют сэкономить деньги, и повышают производительность. Решения, предлагаемые материаловедением, рентабельны, просты в использовании и не оказывают никакого вредного воздействия на полимерные продукты, на их химические и физические свойства, при соблюдении соответствующей рецептуры. Применения Прекрасным примером применения являются коды 2D Data Matrix, нанесенные с помощью лазера на располагающиеся в жестких условиях среды под капотом автомобиля компоненты и сборки топливной системы (материалы, как правило, ацетали, полиамиды и полиэфиры). Как показывает Пример A, на стр. 32, код размером ⅛" наносится за примерно 200 миллисекунд. Информация, включенная в код, обеспечивает полное отслеживание детали компонента (партия смолы, установка для формования, дата/смена/время и испытание на герметичность для сборки). Достижения новой технологии для нанесения лазерной маркировки на ацеталь еще больше расширяет возможности присвоения серийных номеров и отслеживания продуктов. Пример B: как поясняет один из руководителей автомобильной компании, "Многие из подкапотных ацеталевых топливных компонентов, которые мы производим, очень компактны. Нанесение нестираемой микромаркировки, содержащей самую важную информация, и кодов Data Matrix в конце реализации операций по автоматизированной сборке, сразу после поточного испытания на герметичность сборки, очень ценно для нашей отрасли. Уникальная идентификация детали также очень полезна для управления материально-товарными запасами на производстве для учета незавершенного производства (W.I.P.)." 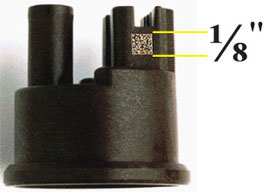
Пример A: Data Matrix для отслеживаемости и обеспечения безопасности продукта 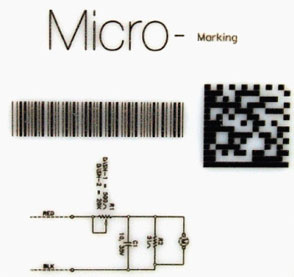
Пример B: Черная лазерная маркировка на белом POM ацетале Современные системы машинного зрения не являются самостоятельными приборами визуального контроля. Скорее их можно считать компонентом, интегрированным в общий производственный процесс с качеством шесть сигма, включающий программы измерений для статистического контроля качества. Современные системы снабжены искусственным интеллектом, что еще более расширяет возможности применения лазерных и машиночитаемых кодов. Свойственное лазерной маркировке мощное сочетание свойств представляется решающим фактором для успеха в деле обеспечения технологической обратной связи и недопущения сбоев при изготовлении продуктов с нулевым процентом образования дефектов. Скотт Р. Сабрин является основателем и президентом The Sabreen Group, Inc. (TSG). TSG - это глобальная инжиниринговая компания, которая специализируется на промышленных технологиях дополнительной обработки пластмасс – предварительной обработке поверхностей, связывании, декорировании и нанесении полировки, лазерной маркировке и обеспечении безопасности продукции.
www.newchemistry.ru |


