Сопоставление двухмерного кода и бар-кода Двухмерные коды Data Matrix идеально подходят для нанесения маркировки на мелкие детали, и они приспособлены для того, чтобы выдерживать суровые условия промышленной окружающей среды. Размер этих кодов Data Matrix составляет всего от 1/10 до 1/100 от размера штрихового кода в условиях кодирования одинакового объема информации. Таким образом, необходимо очень мало места на детали, но оно может содержать существенные производственные данные, важные для обеспечения отслеживаемости продукта. Каждый код наполовину черный и наполовину белый, а это обеспечивает вероятность 50/50, что повреждение одного сегмента не повлечет за собой нарушения считывания. Высокая степень резервирования Data Matrix (данные разбросаны по всему символу) и устойчивость к воздействию дефектов печати делают этот код очень надежным. Схемы исправления ошибок, интегрированные в алгоритм, оптимизируют способность восстанавливаться после повреждения символа. В приведенной ниже таблице сопоставляются код Data Matrix и бар-код. | | Код 2DData Matrix | Бар-код | | Информационная емкость | Примерно 4,000 символов | Примерно 20 символов | | Вид информации | Буквенно-цифровой, кандзи | Буквенно-цифровой | | Плотность потока информации | 160 | 1 | | Функция исправления ошибок | Включена | Не включена | Контрастность
(относительно подложки) | Всего 20 процентов | Обычно 80 процентов и более | | Считывание | 360 градусов (под любым углом) | В фиксированном положении | Продолжительность цикла нанесения кода
(лазером) | Миллисекунды | Секунды |
Сопоставление кода Data Matrix и бар-кода Лазерная маркировка В этом разделе мы рассмотрим использование двухмерных кодов Data Matrix на трехмерных произведенных из пластмассы компонентах деталей и сборках (в число материалов входят: ацетали, найлоны, полиолефины, поликарбонаты, полиэфиры, стиролы и т. д.). Эти типы пластмасс являются химически инертными, неполярными и обладают низкой энергией поверхности. Для осуществления прямой маркировки детали лазеры на иттрий-алюминиевом гранате с неодимом дают определенные преимущества по сравнению с технологиями с использованием типографских чернил, таких как струйная маркировка, поскольку для них необходимы предварительная подготовка поверхности и последующее отверждение. Лазеры на иттрий-алюминиевом гранате с неодимом ("YAG") с управлением луча при длине волны 1064 нм (ближний инфракрасный спектр) пользуются большим спросом в отрасли по нанесению лазерной маркировки благодаря длине волны излучения, хорошим параметрам мощности и универсальности. В результате удается получить более высокие скорости нанесения, более высокие качество и производительность. Для сравнения, лазеры непрерывной накачки (CW) CO2 работают при длине волны 10.6 µм (длинноволновые инфракрасные спектры). Лазеры CO2 генерируют относительно низкую пиковую мощность по сравнению с лазерами YAG, поэтому они не могут наносить маркировку с высокой контрастностью на большинство пластмасс. Следует отметить, что лазеры CO2 обычно используются для нанесения бар-кодов и матричных кодов на этикетки, бумажные ярлыки, а также для смывания типографской краски. Сам механизм нанесения лазерной маркировки сводится к облучению полимера с помощью локализованного источника излучения большой энергии (лазера). Излучаемая энергия затем поглощается материалом, и преобразуется в тепловую энергию. Тепловая энергия стимулирует возникновение реакций в материале. Но не все лазеры YAG с управляемым лучом одинаковы. Включаемые в системы производителем лазера аппаратные средства и программное обеспечение очень существенно влияют на скорость и качество нанесения маркировки. Здесь исходным фактором является плотность распределения лазерного излучения (в ваттах/см2) на поверхности нанесения (которая отличается от общей генерирующей мощности лазера). Устройства нанесения маркировки с использованием лазера на иттрий-алюминиевом гранате с неодимом с управлением луча (источники дуговая лампа и светодиод) используют зеркала, которые установлены на высокоскоростные управляемые компьютером гальванометры для направления луча лазера на поверхность для нанесения маркировки, совсем как при письме с помощью карандаша и бумаги. Каждый гальванометр, один по оси Х, а другой по оси У, обеспечивает продвижение луча по полю для нанесения маркировки. Плоская полевая линза фокусирует излучение лазера для получения высокой плотности энергии на поверхности подложки. На приведенном ниже рисунке представлена система оптического переноса лучей с помощью управляемых компьютером гальванометров. 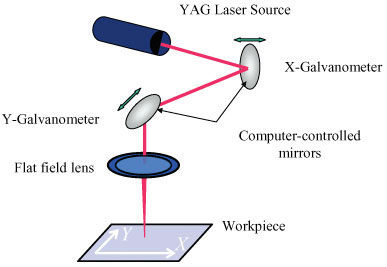
На рисунке показана система оптического переноса лучей с использованием управляемых компьютером гальванометров |


