Autoliv North America осуществляла оценку нескольких материалов из ТРЕ, включая Tekron TK- 5600K компании Teknor Apex Company, используемых для формования из окрашенного материала дверей для надувных подушек безопасности для водителя. Autoliv оценивала способность TK-5600K поддаваться обработке на промышленном оборудовании с использованием различных инструментов для производства подушек безопасности. Этот материал хорошо подвергался обработке и имел хороший внешний вид. ЭКСПЕРИМЕНТАЛЬНАЯ МОДЕЛЬ Эксперименты проводились с использованием установки для литьевого формования Shinwa DL-110. Измерение глянцевости поверхности осуществлялось на четырехугольной шероховатой пластине с размерами 152 мм x 101мм x 32 мм, как показано на рисунке 1. 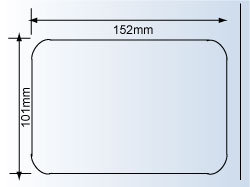
Рисунок 1: Схематическое изображение размеров пластины
Для измерения глянца каждой пластины использовался прибор для измерения блеска, глоссметр, Gardco 60° NOVO GLOSS. Материалом, который использовался в данном исследовании, стал MIC стирольный TPE продукт, а именно Tekron TK-5600K и TK-5600M. Во время формования параметры обработки достигли стационарной фазы до забора сформованных образцов для измерения блеска. Для получения пластичности при крайне низких температурах и нужных эксплуатационных характеристик деталей, корпуса дверей формовали на формовочных мощностях предприятия Autoliv North America с использованием распространенной в Северной Америке модели класса «Джип», как показано на рисунке 2. Для производства корпуса двери использовалась установка для литьевого формования на 390 тонн от Toshiba. 
Рисунок 2: Дверца надувной подушки безопасности, используемая для испытаний на развертывание
Формованные дверцы для надувных подушек безопасности подвергались стандартным оценочным испытаниям и сборочным операциям Autoliv, включая свариваемость контактной сваркой и приваривание заводской марки. Модули подушек безопасности затем собирались вместе с производственным оборудованием и компонентами для проведения испытаний на развертывание. Собранные модули затем выдерживались в двух отдельных камерах для кондиционирования при экстремально низких (-35 °C) и экстремально высоких температурах (80 °C) до проведения испытания на развертывание. ЭКСПЕРИМЕНТАЛЬНЫЙ ПРОЕКТ Воздействие различных параметров обработки на блеск исследовалось с использованием экспериментального проекта (D.O.E)3. Переменными параметрами управления являются шесть параметров формования, которые даны в названиях столбцов таблицы 1. Эти переменные в том виде, в котором они оценивались DOE, дают в статистическом плане ту же информацию, что и полный факторный эксперимент с использованием меньшего количества экспериментальных запусков. Переменной, характеризующей первичную реакцию для D.O.E, является блеск. Значение измерения блеска определяется на пяти (5) случайно выбираемых образцах из каждой экспериментальной серии. Ниже приведены четыре различных вида режимов условий, которые использовались для проведения испытаний на рабочие параметры развертывания; • 4 часа кондиционирования при экстремально низких и высоких температурах;
• Тепловые удары, высокая влажность и большой срок эксплуатации, и развертывание за пределами камеры при экстремально низких и высоких температурах;
• Тепловое старение и развертывание за пределами камеры;
• Кондиционирование при экстремально низкой температуре и развертывание в камере. | Номер эксперимента | Скорость впрыска [%] | Температура расплава [F] | Температура пресс-формы [F] | Время охлаждения [сек] | Время упаковки [сек] | Давление упаковки [%] | | 1 | L | L | L | L | L | L | | 2 | H | L | L | L | H | L | | 3 | L | H | L | L | H | H | | 4 | H | H | L | L | L | H | | 5 | L | L | H | L | H | H | | 6 | H | L | H | L | L | H | | 7 | L | H | H | L | L | L | | 8 | H | H | H | L | H | L | | 9 | L | L | L | H | L | H | | 10 | H | L | L | H | H | H | | 11 | L | H | L | H | H | L | | 12 | H | H | L | H | L | L | | 13 | L | L | H | H | H | L | | 14 | H | L | H | H | L | L | | 15 | L | H | H | H | L | H | | 16 | H | H | H | H | H | H |
Скорость впрыска: L=2, H=99 Температура расплава: L=350, H=550 Температура пресс-формы L=80, H=150 Время охлаждения: L=15, H=40 Время упаковки: L=3, H=30 Давление упаковки: L=10, H=90
| 

