При обработке медицинских полимеров в системах с обогреваемыми литниками следует проявлять особую осторожность. Причина в том, что многие изделия применяются в таких тонких областях, как отпуск лекарств или хирургические операции, где пластмассовая часть должна поддерживать высокий уровень свойств. Огромное значение имеет аккуратная и внимательная обработка полимера, чтобы не уничтожить свойства материала во время процесса. Не меньшее значение имеет понимание технологических ограничений полимера, что позволяет выбрать нужную систему с обогреваемыми литниками, обрабатывать полимер, не портя его, наполнить и упаковать изделие без дефектов. Иногда лучшим выбором для конкретного применения может стать не полная система с обогреваемыми литниками. Тогда разумной альтернативой может стать совмещенная система с обогреваемыми и охлаждаемыми литниками. Сегодня на рынке доступны ряд медицинских полимеров, далее приводится краткий список таких полимеров:
- Полипропилен
- Поликарбонат
- Полиэфир
- Полиэтилен
- Полистирол
- Полиуретан. Ключевым фактором успешного производства пластмассовых изделий при помощи системы с обогреваемыми литниками является полная осведомленность о свойствах обрабатываемого полимера. Правильный выбор системы с обогреваемыми литниками и успешная работа с медицинскими полимера возможна только в случае понимания свойств материала. Так как процесс обработки этих термопластов и полимеров основан на процедурах нагревания и охлаждения, то мы сосредоточимся только на тепловых свойствах и передаче тепла внутрь и наружу. Все термопласты и полимеры можно разделить на три главные области в соответствии с тепловыми свойствами.
- Кристаллические
- Полукристалличесике
- Аморфные.
Описание материалов
Кристаллические твердые тела представляют собой класс твердых тех с регулярной или почти регулярной кристаллической структурой. То есть, атомы в этих твердых телах упорядочены. Твердые тела можно разделить на два главных вида:
- Кристаллические твердые тела
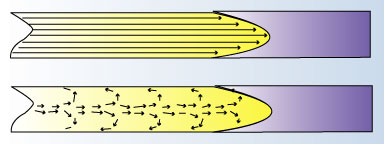
- Аморфные твердые тела. Их разделение проводится по физическим свойствам. Кристаллические твердые тела имеют определенную форму и конкретную точку плавления. Аморфные твердые тела не имеют четко выраженную форму и могут плавиться при различных температурах. Кристаллические твердые тела также известны своей анизотропной природой, тогда как аморфные твердые тела изотропны. Анизотропность – зависимость от направления, в противоположность изотропности, которая означает однородность по всем направлениям. Это можно определить как различие какого-либо физического свойства (поглощение излучений, коэффициент преломления, плотность и др.) материала при измерении вдоль различных осей. В качестве примера можно привести свет от поляризующей линзы. Другим общим свойством кристаллических твердых тел является непрозрачность, в то время как аморфные твердые тела светопроницаемы. В большинстве медицинских областей не разрешается использовать переработанный материал, поэтому системы с обогреваемыми литниками крайне необходимы для того, чтобы снизить производственные затраты и сохранить рентабельность. Системы с обогреваемыми литниками окружены несколькими мифами, один из которых говорит о том, что эти системы становятся причиной порчи полимеров. Это неверное утверждение, полимеры портятся в результате воздействия высокой температуры, времени периодов обработки, мертвых зон, а также избыточного сдвигающего усилия. Если правильно выбрать и установить систему с обогреваемыми литниками, то она всего лишь перемещает полимер от инжекторного сопла формовочного механизма к проему. Она ни увеличивает, ни снижает температуру. Она не вызывает избыточное сдвигающее усилие. В ней нет мертвых зон, в которых материал может испортиться. В целом, кристаллические полимеры менее чувствительны к сдвигающему усилию, чем аморфные. Причина в том, что кристаллические полимеры имеют конкретную точку плавления, в которой резко падает вязкость полимера, снижая возможность воздействия сдвигающего усилия. Аморфные полимеры более восприимчивы к сдвигающему усилию, так как у них нет определенной точки плавления, и вязкость сохраняется на высоком уровне до образования потока. Теперь, получив базовое представление о тепловых свойствах пластических полимеров, необходимо разобраться в параметрах потока расплавленной пластмассы. Любой поток пластмассы является ламинарным. Во время проталкивания пластмассы через проход или трубу, материал в центре канала течет быстрее, чем материал рядом со стенкой канала, где течения нет. В отличие от процесса экструзии, при котором материал течет постоянно, литье под давлением представляет собой процесс пульсового течения, при котором оно постоянно начинается и прекращается. В процессе литья под давлением полимер, находящийся напротив стенки канала, во время процесса течения не течет совсем; тем не менее, он в конечном счете проходит через систему с обогреваемыми литниками, но при меньшей скорости, чем центр потока. Причина этого феномена заключается в том, что в момент отсутствия течения молекулы переплетаются. Когда начинается течение, молекулы, находящиеся напротив стенок канала, вовлекаются в поток перемещающимися молекулами благодаря переплетению. Другой причиной медленного перемещения молекул, находящихся напротив стенок канала, представляют собой полимерные молекулярные цепи очень большой длины, поэтому вполне возможна ситуация, когда один конец молекулы расположен у стенки канала, а другой – в центре потока расплава. Когда начинается течение, та часть молекулы, которая находится в центре потока расплава, будет перемещаться на более высокой скорости, чем конец молекулы, расположенных у стенки канала. Перемещающаяся часть молекулы потянет неподвижную часть в сторону от стенки канала. Если в движение приходит слишком много молекул или скорость очень высока, то молекулярная цепь разорвется. Это называют «сдвигающим усилием». Если разорвать достаточное количество молекулярных цепей, то свойства полимера изменятся. Некоторые из происходящих изменений достаточно серьезны в сравнении с другими. Молекулярные изменения могут сказаться на вязкости, что в свою очередь изменит плотность изделия, а также его усадку, скорость наполнения, размеры, конструкционную прочность, продолжительность циклов. Более серьезные молекулярные повреждения приведут к ухудшению материала.
Условия обработки, которые воздействуют на сдвигающее усилие
К условиям обработки, воздействующим на сдвигающее усилие, можно отнести следующие:
- Температура материала.
- Скорость наполнения.
- Тип и размер литниковой системы.
- Размер и длина канала для расплава в литниковой системе.
- Стабильность температуры в системе с обогреваемыми литниками. (то есть, наличие горячих и холодных точек).
- Точный мониторинг температуры.
- Равномерное течение.
- Вентиляция пресс-формы. Выбирая систему с обогреваемыми литниками для применения в медицине, следует убедиться в том, что поставщик системы хорошо разбирается в полимере, который планируется подвергать обработке, и имеет опыт работы с ним. Большинство поставщиков систем с обогреваемыми литниками могут изготовить образцы изделий, а также провести пробное литье полимера. Не стоит смущаться, задавая вопрос о том, каким опытом работы с конкретным полимером обладает поставщик системы с обогреваемыми литниками. Практически у всех поставщиков систем с обогреваемыми литниками имеются собственные особые и стандартные компоненты систем для своих производственных линий. Поставщики высшей категории могут тонко подстроить свои изделия под нужды заказчика. Например, изменить каналы отверстий в коллекторе или модифицировать наконечник литника. Модификации любого рода стоят денег, но заказчик получит высокоэффективную систему с обогреваемыми литниками для решения своих медицинских задач. Если ответы, данные поставщиком систем с обогреваемыми литниками, неудовлетворительны, то следует найти специалистов в технологической обработке, которые имеют опыт работы с подобными системами и могут дать рекомендации. Потратить деньги на предотвращение катастрофы – это самые разумные расходы. В небольшой системе с обогреваемыми литниками свойства почти всех полимеров будут немного ухудшаться, но они останутся в пределах спецификации для изделия. Однако, чем больше становится система с обогреваемыми литниками, чем больше количество проемов, чем больше риск подвергнуться воздействию сдвигающего усилия, удлиняются периоды обработки, возрастает скорость потока, тем выше вероятность того, что свойства полимера изменятся в достаточной степени для изготовления изделий, не вписывающихся в спецификацию. Поэтому только лучшие поставщики систем с обогреваемыми литниками понимают это и регулируют систему с тем, чтобы не подвергать полимер риску воздействия избыточного сдвигающего усилия, чрезмерных периодов обработки, высокой температуры и мертвых зон.
В качестве заключения:
- Знать свойства полимера
- Знать параметры потока полимера
- Знать ограничения полимера
- Выбирать того поставщика систем с обогреваемыми литниками, который знает полимер, подлежащий обработке, и имеет опыт работы с ним. Если понимать свойства полимера и параметры потока, то можно получить огромное преимущество во время стадии обработки. Можно будет узнать предел скорости наполнения, что позволит задать скорость наполнения, давление, температуру материала, которые больше соответствуют ограничениям полимера. Или как минимум можно будет понять, почему изделие не работает нормально после формования. На последнем месте находится ситуация, когда для наполнения изделия и установления единиц изделия на определенном расстоянии необходимы экстремальные условия процесса. В этом случае в системе с обогреваемыми литниками имеется серьезный дефект или заказчик просит от системы слишком многого для обрабатываемого полимера. Если знать все это, то можно гарантировать успех процесса обработки медицинских полимеров в системах с обогреваемыми литниками.
При подготовке статьи использованы материалы:
http://www.specialchem4polymers.com
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
Автор:
Любовь Олиферова,
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 918-13-12, (495) 911-58-70
E-mail: mail@akpr.ru
WWW: www.akpr.ru |