Чаще всего толщину стенки определяют на основе целых чисел или, в лучшем случае, в середине между целыми числами – 2 мм, 2,5 мм, 3 мм. В этом нет никакой логики. Почему целое произвольное число физической величины должно обозначать оптимальную толщину формовки? Определению «общей толщины стенки» редко уделяют большое внимание, хотя обычно именно эта «третья» величина определяет объем отлитой детали. Именно толщина лежит в основе цены.
Минимальная толщина, поддающаяся литью, является свойством эффективной вязкости полимерного расплава, давления, подаваемого от инжекторного блока, и дистанции, которую должен пройти расплав. Для полимера высокой вязкости, например поликарбоната, толщина стенок должна быть гораздо больше, чем для полимера низкой вязкости, например полиамида. Оптимальная толщина стенок зависит от типа полимера и дистанции прохода расплава. Помимо этого, толщина стенок определяет общий вес компонента. Если сравнивать с 3 мм, то 2,7 мм не кажется большой разницей, но такая толщина означает, что для литья понадобится на 10% меньше материала. Более того, при толщине 2,7 мм остывание пройдет на 12% быстрее, чем при толщине 3 мм, если это полипропилен, и на 15% быстрее, если это полиэтилен высокой плотности. Так как стоимость литья под давлением зависит от содержания полимера и уровня производства, это означает что разница в 0,3 мм может значительно повлиять на стоимость. Не существует простых методик вычисления оптимальной толщины стенки любых деталей. Программы автоматизированного конструирования (САЕ), например Moldflow, позволяют прогнозировать оптимальную толщину стенки на основе предварительно установленного максимального давления впрыска почти для всех полимеров. Лимит давления впрыска зависит от типа изделия и способа его применения. Для деталей, которые должны служить продолжительное время, например детали автомобилей, рекомендуется верхний лимит при 70 ~ 90 МПа. Для деталей с более коротким периодом службы, например упаковочные материалы и предметы однократного применения, можно использовать более высокое давление для минимализации толщины стенки. Контролирующим фактором становится высокое касательное напряжение, вызываемое повышением давления впрыска, но фактическое ограничение является субъективной величиной.

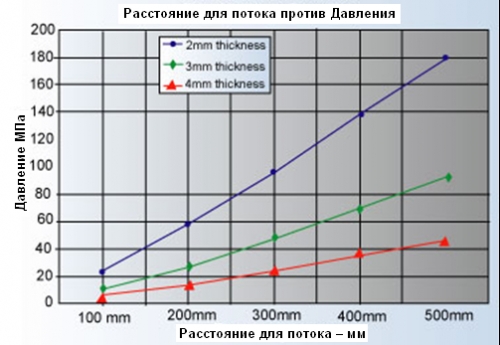
Сравнение периодов замерзания поликарбоната при различной толщине стенок. Вышеприведенные цифры отображают сравнение периода замерзания поликарбоната при различной толщине стенок. Нижеприведенные цифры отображают расстояние, которое должен пройти поток в сравнении с давлением впрыска при различной толщине стенок для того же самого поликарбоната.
Расстояния, которые должен пройти поток, в сравнении с давлением впрыска при различной толщине стенок
Так можно ли снизить стенной профиль до минимума, разрешенного при литье? Возможно, что нет, так как нам необходимо учитывать воздействие, которое более тонкий стенной профиль оказывает на требования прочности и устойчивости. Определение оптимальной толщины стенок представляет собой сочетание способности к формованию и требований устойчивости. Большинство формовок, полученных литьем, являются структурами с тонкой оболочкой, поэтому 10-процентное утончение стенок может увеличить вероятность потери устойчивости; особенно на ровных поверхностях. Если у детали есть изгибы, и она приобретает устойчивость через форму, то подобное утончение стенок пройдет почти незаметно. На самом деле требования устойчивости редко учитываются на стадии проектирования. При нагрузке деформируются все структуры - проблемой на стадии проектирования является вычисление допустимой деформации при установленной нагрузке. Часто для укрепления структуры в модель изделия добавляют ребра. Почти всегда ребра добавляют, не производя никакого анализа нагрузки. В результате добавляется больше или меньше ребер, чем это в действительности необходимо, что влияет на оба результата. Ребра создают больше проблем, чем они должны решать. После проведения анализа нагрузки часто оказывается, что почти все ребра либо слишком высоки и могут согнуться или что они чересчур малы, чтобы приносить какую-либо пользу. Ребра часто устанавливают на скрытое от глаз днище детали, пытаясь укрепить всю конструкцию. В связи с этим возникает обеспокоенность возможным появлением видимых вмятин на внешней поверхности, расположенной напротив ребер. Эта обеспокоенность вынуждает проектировать слишком тонкие ребра, в результате чего появляются проблемы с заполнением – даже в случае коротких ребер. Для заполнения тонких ребер необходимо высокое давление, а это означает, что остальная часть пресс-формы подвергнется воздействию более высокого давления и усилия зажима, чем это необходимо. В результате может возникнуть слишком высокое остаточное напряжение и деформация. Интересен тот факт, что ребра часто выводятся в проекте на передний план в первую очередь вследствие обеспокоенности насчет возможных деформаций. Кто знает, может быть разумнее производить компоненты без ребер и с толщиной стенки 3,3 мм, чем устанавливать ребра и уменьшать толщину стенки до 3 мм. Главная задача заключается в выборе оптимальной толщины стенки после инженерного проектирования, а не ткнув пальцем в небо! Грэм Уэбстер
http://www.omnexus.com |