
Процесс используется для нанесения покрытия на продукты или на пуансон. Во время процесса нанесения покрытий погружением в расплав наружным покрытием обычно становится поверхность готового продукта, которая подвергается воздействию. Множество продуктов облицовывают пластизолем или окунают в него. К таким продуктам относятся следующие:
- Рукоятки инструментов;
- Защитные колпаки и затычки;
- Чехлы для автомобильных рычагов переключения передач;
- Рукоятки для спортивного оборудования;
- Велосипедные крюки;
- Электрозащитная обувь;
- Медицинские продукты.
Получающиеся гибкие виниловые продукты обладают следующими свойствами:
- Упругость;
- Смягчающее действие;
- Электрическая защита – от непроводящего до статичного рассеивающего;
- Химическая устойчивость;
- Износоустойчивость;
- Коррозионная устойчивость;
- Снижение теплового потока в сравнении с металлом;
- Улучшенная эстетика – в том числе утонченные цвета, возможна прозрачность;
- Открытая поверхность может быть блестящей, ровной или текстурированной. Типичные технологические регламенты
Могут быть задействованы переменные степени автоматизации, начиная от обычной работы с одной печью до полной автоматизации оборудования. Нижеприведенный рисунок отображает общепринятый процесс. 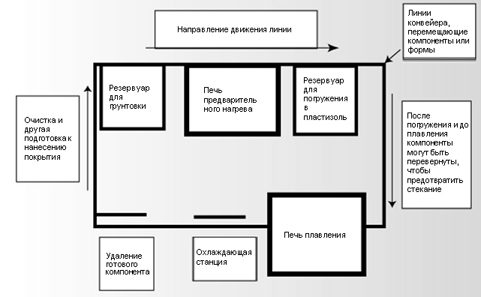
Рисунок 1: Процесс нанесения покрытий методом погружения. Подготовка компонентов – обычно применяется обмывка, обезжиривание или химическая обработка. Если не проводить очистку, то посторонние вещества, оставшиеся на поверхности, могут загрязнить пластизоль или грунтовку в случае их использования.
Грунтовка – пластизоль обычно слабо прилипает к металлу или не прилипает к нему вообще. Если необходимо прилипание, то обычно используется грунтовка. Она представляет собой химические растворы на основе воды или растворителя, которые применяются к металлу и вступают с ним в реакцию. В результате получается поверхность, к которой будет прилипать пластизоль. Эта грунтовка специально составляется для данного применения, и «обычная металлическая грунтовка» здесь не подойдет. На рисунке изображен резервуар для погружения в грунтовку, хотя могут быть использованы другие методы, например напыление или обмывание. Можно составить самоприлипающие соединения, но следует учитывать их ограничения, например, цвет.
Предварительный нагрев – во время работы можно использовать только одну печь. Это делается с помощью конвейера, который, удерживая компоненты, проходит через нижнюю или верхнюю половину печи, а затем возвращается через другую половину. После наложения грунтовки с одной стороны, первый проход через печь используется для предварительного нагрева компонентов, а также для осушки и обжига грунтовки. После завершения цикла погружения в пластизоль с другой стороны, компоненты проходят через другую половину печи для завершения плавления и цикла. Использование отдельных печей, как это показано на вышеприведенном рисунке, для обжига / предварительного нагрева грунтовки и плавления приводит к повышению контроля и гибкости работы.
Стадия погружения – период после выхода из печи предварительного нагрева до погружения в пластизоль необходимо свести к минимуму. Данная операция будет объяснена в следующем разделе.
Плавление – часто стекание и потеки можно уменьшить или устранить, если перевернуть компонент с нанесенным покрытием за некоторое время до ввода в печь плавления. У пластизоля также есть много свойств, помогающих контролировать стекание и потеки. Во многих случаях период между стадией погружения до ввода в печь следует сокращать. Оптимальные физические свойства готового компонента можно получить только тогда, кода вся масса пластизоля и прилегающей металлической поверхности достигнет температуры плавления. Если у печи имеются горячие и холодные места, то это может привести к недостаточному плавлению в одном месте компонента и ухудшению свойств в другом. Во время плавления образуются сварочные газы, поэтому необходима вытяжка. Требуемую температуру плавления пластизоля можно в значительной степени контролировать составом пластизоля. Использование сополимеров и низкомолекулярных пластификаторов может сделать эту температуру до 30°C ниже. Понимание разницы старения различных полимеров имеет большое значение при создании пластизоля с достаточным уровнем стабильности вязкости.
Удаление готового компонента - пластифицированный винил обладает термопластическими свойствами. В горячем состоянии он мягок. Если его не охладить перед обработкой, то он может подвергнуться стойкой деформации. Обработанные погружением компоненты легче извлечь из формы, когда они еще теплые, но температура должна быть уже ниже той, когда происходит стойкая деформация. Неоценимую помощь при этом окажет знание молекулярного веса полимера, а также разницы между свойствами выпрессовки различных полимеров. В особо сложных случаях можно использовать определенные прессосъемочные добавки, которые облегчают извлечение из формы. Тем не менее, необходимо подчеркнуть, что следует соблюдать осторожность, чтобы избежать трудностей, например, формирования жирной пленки на компонентах спустя некоторое время, а также возможных трудностей при отделке колонны. Контроль стадии погружения
Важной частью процесса погружения в расплав является опускание компонентов в пластизоль. Помимо прочего следует учесть следующие факторы:
Опускание – компоненты следует опускать на максимально возможной скорости без создания воздушных пузырей. Медленное опускание приводит к потере тепла на компоненте, в результате чего на последнюю часть, входящую в пластизоль, наносится меньше покрытия. Чаще всего лучшим вариантом становится остановка конвейера, переносящего компоненты, во время опускания в пластизоль, а не их переноска через резервуар на скорости конвейера. Движение истончает покрытие на переднем крае. Эти действия можно осуществлять, поднимая и опуская резервуар в ходе процесса погружения.
Удаление – компоненты следует удалять на максимальной скорости, чтобы не образовывались капли. Если удалять компоненты медленно, то на секции, выходящей в последнюю очередь, продолжится загустевание излишка материала. В идеальном случае скорость удаления такова, что пластизоль застывает сразу после удаления компонента из резервуара. Более современное оборудование позволяет оператору автоматически изменять скорость удаления на многих точках, в зависимости от сложности удаляемого компонента.
К факторам, усиливающим осаждение пластизоля, относятся следующие:
- Повышение температуры погруженного компонента;
- Увеличение времени погружения в пластизоль;
- Увеличение массы компонента, предполагая одинаковую температуру компонента;
- Повышение температуры жидкого пластизоля;
- Усиление вязкости пластизоля;
- Снижение температуры загустевания пластизоля.
Выпуск воздуха – для этого и почти всех методов применения пластизоля огромную роль играет способность пластизоля позволять пузырям подниматься к поверхности и лопаться. Полимер является главным ингредиентом при определении выпуска воздуха в пластизоле. Следует еще раз отметить, что все полимеры отличаются друг от друга, и составителю состава следует знать, как ведут себя в этой ситуации различные полимеры. Также необходимо знать, как другие материалы, например термостабилизатор, воздействуют на выпуск воздуха в пластизоле. Существуют добавки, позволяющие улучшить выпуск воздуха в пластизоле. Они могут зависеть от системы, то есть если заменить полимер или иные ингредиенты, то добавка может сработать лучше или хуже в новой системе. Необходимо знать о любых вредных побочных воздействиях, которые добавки могут оказать на другие свойства пластизоля. Решению данной проблемы также могут посодействовать хороший резервуар для погружения и система рециркуляции. Пример такой системы изображен на рисунке. 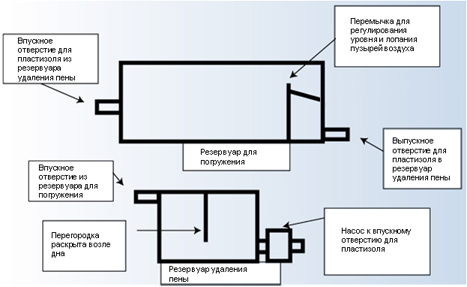
Рисунок 2. Обшивку на резервуаре для погружения, резервуаре для удаления пены или поточном теплообменнике можно использовать для начального нагрева пластизоля или его охлаждения при перемещении. Тепло от погруженных компонентов и отраженное тепло от печей может привести к созданию такой температуры, которая может способствовать усилению вязкости или загустевания в резервуаре. Качество и устойчивость повышаются при контроле температуры пластизоля во время процесса. Воздушные пузыри могут разрастаться быстрее, чем лопаться. Превентивной мерой является использование резервуара для удаления пены. Перегородка в верхнем резервуаре помогает удерживать воздушные пузыри в верхней части входной стороны, вследствие чего появляется достаточно времени, чтобы пузыри могли лопнуть. Материал, из которого поднимаются вверх пузыри, протекает под перегородкой и возвращается в резервуар для погружения. Составление состава для процесса погружения нельзя назвать самой сложной из обсуждаемых тем. Важно помнить о том, что при составлении состава часто приходится прибегать к компромиссам. При улучшении одного свойства изменяется и другое. Необходимо понимать, как происходят подобные взаимодействия и как минимизировать нежелательные эффекты.
При подготовке статьи использованы материалы http://www.omnexus.com
Автор: Любовь Олиферова,
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 918-13-12, (495) 911-58-70
E-mail: mail@akpr.ru
WWW: www.akpr.ru Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
|


