 Последней разработкой фирмы Krah AG из Германии является технология производства пластиковых труб высокого давления больших диаметров, что удовлетворяет непрерывно растущему спросу на гибкую систему трубопроводов для транспортировки питьевых и сточных вод, особеннно в регионах с недостаком «чистого», питьевого водоснабжения. Результатом наших исследований явилось создание продукционной технологии для производства труб с внутренними диаметрами от 1000 до 4000 мм и максимальным рабочим давлением до 10 бар. Однако, следует отметить, что продукционный ряд не ограничивается вышеупомянутыми значениями. В качестве сырья для изготовления труб используется материал, состоящий из смеси стандартного полиэтилена (труный материал), волокна и связывающего компонента KRX.
Основные свойства материала Таблица 1: | | обозначение | метод теста | время теста | значение | ед.изм. | | плотность | EN ISO 1183 | | 1,084 | г/см3 | | модуль упругости (Юнга) | DIN 53457 | 1 min | 2515 | N/мм2 | | | DIN 54852 | 24h | 1804 | N/мм2 | | температурный коэффициент линейного расширения | DIN 53752 | | 5.10-5 | K-l | | определение времени начала окисления (OIT) | EN 728 | | >55 | мин. | | Характеристики напряжения растяжения | ISO 527-4 | | | | | (среднее значение) | | 38,6 | N/mm2 | | | прочность растяжения | | | 38,6 | N/мм2 | | разрывное напряжение | | | 5,4 | % | | модуль упругости (Юнга) при растяжении | ISO 527-4 | | 2350 | N/мм2 | | модуль упругости при изгибе | NBNEN ISO 178 | | 2566 | Мпа | | кривые прогрессии | ISO 9080 | | >17 | Мпа |
Краткий обзор размеров труб серии
| 6 бар/SDR 43 | 8 бар / SDR 33 | 10 бар / SDR | | ID | 0D | вес | SN | OD | вес | SN | 0D | вес | SN | | 1000 | 1100 | 83 | 2 | 1136 | 115 | 6 | 1170 | 143 | 12 | | 1200 | 1320 | 120 | 2 | 1362 | 163 | 6 | 1404 | 206 | 12 | | 1500 | 1648 | 188 | 2 | 1702 | 256 | 6 | 1754 | 323 | 12 | | 1800 | 1980 | 275 | 2 | 2042 | 371 | 6 | 2108 | 471 | 12 | | 2000 | 2198 | 335 | 2 | 2268 | 456 | 6 | 2340 | 583 | 12 | | 2500 | 2746 | 526 | 2 | 2834 | 718 | 6 | 2924 | 911 | 12 | | 3000 | 3296 | 765 | 2 | 3402 | 1038 | 6 | 3508 | 1320 | 12 |
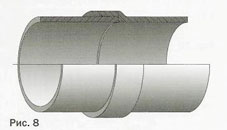
При использовании полиэтилена в качестве главного материала, сохраняются все его известные превосходные свойства и преимущества, выполняются требования к гибкости, лёгкости и пластичности, как и отличным гидравлическим качествам труб. (см. табл. 1, Основные свойства материала) Уникальная система электрофузионной сварки представляет собой метод простого, быстрого и надёжного межтрубного соединения всех компонентов системы труб (рис. 8). 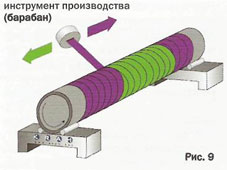
Длина электрофузионного соединения зависит от значений номинального рабочего давления в трубе. Сварка возможна в течение короткого времени даже в узких траншеях.
Возможно производство всего многообразия необходимых фитингов: редукторов, тройников и отводов и т.п. Продукционная технология базируется на разработанном в Krah процессе спирально-перекрёстной намотки (рис. 9). 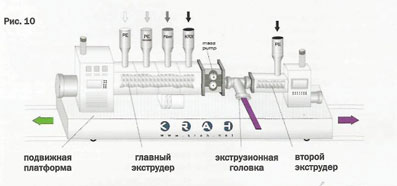
Это — прямой экструзионный процесс, где различные сырьевые компоненты смешиваются и экструдируются одновременно, при этом отпадает необходимость применения каких-либо заранее подготовленных смесей. Для обеспечения точного соотношения смешиваемых материалов и, в конечном итоге, правильного выхода экструзии, главный экструдер оборудован гравиметрической системой измерения, насосом для готовой смеси и системой компьютерного управления и контроля. 
Комплектная установка смонтирована на подвижной платформе. Производственный процесс не является непрерывным, требует очень короткого времени для смены рабочих режимов, в результате чего достигается высокая эффективность линии производства. Независимый контроль разработки осуществлялся лабораторией BECETEL из Бельгии. Александер Кра Krah AG
Betzdorfer Strasse,
D-57520 Schutzbach / Германия
Тел.:+49 (27 41) 97 64 44;
факс:+49 (27 41) 97 64 91
E-Mail: info@krah.net
www.krah.net |


