Способы изготовления модулей крыш Существуют различные методы переработки ПУР-материалов для изготовления модулей крыш (рис. 4). При дублировании термопластичных плёнок полиуретаном, армированным стекловолокнистым холстом, используется метод S-RIM (Structural-ReactionInjectionMolding). При этом полиуретановая система может вводиться как в открытую, так и в закрытую форму. При заливке в открытую форму сначала в нижнюю половину формы закладывают плёнку, под¬вергнутую глубокой вытяжке, и затем стекломатдля усиления структуры. Заливка производится по оптимальной траектории за счёт распределения смеси подвижной роботизированной смешивающей головкой. Поэтому этот метод лучше всего подходит для производства крупногабаритных деталей. После закрытия пресс-формы полиуретановая реакционная смесь вспенивается и застывает. 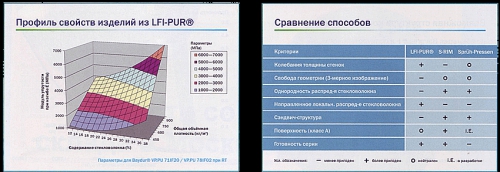
Рис. 3. Свойства изделий из армированного стекловолокном продукта
Baydur®STR регулируются содержанием стекловолокна
и плотностью в широком спектре. Рис. 4. Обзор преимуществ и недостатков различных способов производства модулей крыш. При закрытом варианте метода S-RIMполиуретановая смесь заливается в закрытую пресс-форму. Заливка производится непосредственно в пресс-форму с помощью вмонтированной стационарной смешивающей головки через специальное отверстие. Здесь можно работать с высокореактивными полиуретановыми системами и очень сильно сократить время цикла. Однако для производства модулей крыш этот метод ещё нуждается в соответствующей доработке. 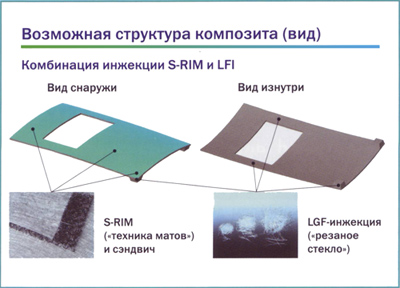
Рис. 5. Изменяемая структура композита благодаря комбинации способов S-R/Mи LFI. При методе LFI (Langglasfaser-lnjektion) режущее устройство режет стекловолокно точно на требуемую длину. Специальная, управляемая роботом смешивающая головка вводит стекловолокно вместе с ПУР-реакционной смесью в виде покрывающих всю поверхность полотен в открытую пресс-форму, в которой находится термопластичная плёнка. Устройство управления машины обеспечивает возможность регулирования доли стекловолокна в определённых зонах детали по специальной программе. В настоящее время три машиностроительные фирмы пред¬лагают оборудование для работы по технологии заливки со стекловолокном, а именно Krauss-Maffei, Мюнхен, LFI-PUR®-Cannon, Ханау, «lnterWet» — и Hennecke, Санкт Аугустин «PUR-CSM» (CompositeSprayMoulding). Планы
Совместно с субпоставщиками и производителями оборудования фирма BayerMaterialScienceAG испытывает новые методы изготовления модулей крыш, среди них и оптимальная комбинация методов S-RIMи LFI-PUR. При этом на большие участки модуля для усиления его структуры помещают вырезанные заготовки стекломатов и с помощью роботизированной смешивающей головки наносят на них полиуретановую реакционную смесь, тогда как на края и на утолщённые зоны дополнительно наносят резаное стекловолокно (рис. 5). Ещё одну возможность для усовершенствования процесса изготовления предоставляет использование технологии CSMфирмы Hennecke. С помощью 4-компонентной смешивающе-распыляющей головки, отличающейся тем, что она даёт прекрасную оптическую картину поверхности напыления, возможно работать с двумя различными полиуретановыми системами. Так, например, сначала можно нанести на термопластичную плёнку тонкий компактный неармированный защитный слой полиуретана, на который затем наносится сильно вспененный слой, содержащий стекло¬волокно. При этом защитный слой эффективно предохраняет от образования усадочных раковин и скрывает стекловолокно. Возможно также в скрытых, незащищённых плёнкой зонах модуля нанести компактный неармированный ПУР-слой в качестве внешней поверхности достаточно хорошего с оптической точки зрения качества. Таким способом можно было бы изготавливать модули крыш с частично интегрированной плёнкой, особенно лёгкие и обла¬дающими специфическими для некоторых областей применения качествами поверхности. В качестве альтернативной подложки с высоким коэффициентом жёсткости предлагаются сэндвич — конструкции, имеющие интересные перспективы. Они состоят из стекловолокнистых плит с сердечником из гофрированного картона, связанных между собой ПУР-материалом Baypreg® F. Производство осуществляется методом распыления с прессованием (рис. 6). Проекты фирмы BayerMaterialScienceAGс субпоставщиками показывают, что таким образом можно будет изготавливать лёгкие, жёсткие на изгиб детали (рис. 7). 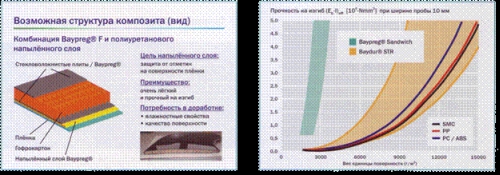
Рис. 6. Изменяемая структура композита за счёт комбинации
сэндвича Baypreg® Fсо слоем распылённого полиуретана. Рис. 7. Прочность на изгиб материалов Baydur® STRи Baypreg® F
в сравнении с традиционными материалами. Детлев Миз, Райнер Пауль, Клаус Франкен, Дирк Вегенер фирма BayerMaterialScienceAG, Леверкузен www.newchemistry.ru
| 


