Как функционирует данная технология Пневмоформование это естественное продолжение технологии вакуумного формования, которая известна уже с тридцатых годов прошлого века. Для вакуумного формования необходимо просто нагревать лист пластмассы до тех пор, пока он не достигнет температуры формования, а затем лист засасывается в форму или натягивается вокруг нее. Эту технологию широко использовали для производства различных продуктов, от автофургонов до стаканчиков для холодных напитков. 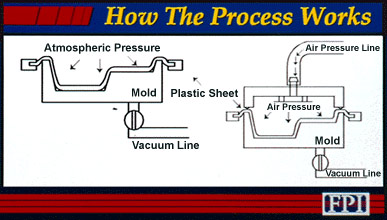
При пневмоформовании используется давление воздуха для того, чтобы помочь формованию с целью увеличения деталей со стороны пресс-формы. Особенности конструкции, которые невозможно получить при использовании одного только вакуума, можно получать с помощью пневмоформования. Можно создавать текстурирование формы, или же окрашивание детали для того, чтобы получить нужное поверхностное покрытие. А в результате заказчик получает внешний вид и тактильные свойства детали, сформованной литьевым формованием или из конструкционного пенопласта, по цене близкой к цене деталей, изготовленных вакуумным формованием. 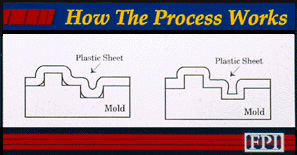
Конструкционные соображения При проектировании для пневмофомования следует принимать во внимание следующие аспекты: Необходимо выбрать продавца в самом начале процесса проектирования для того, чтобы обеспечить совместимость конструкции с данной технологией. Вы также можете узнать, какие у него имеются предложения по снижению затрат на вторичные операции за счет создания прямо в процессе формования как можно большего количества конструкционных элементов детали. Если работать с продавцом в тесном контакте, он зачастую может включить новые технологии формования или нарезания, которые могут дать на один затраченный доллар значительно больше деталей, чем в былые годы. Лучше всего определять все размеры с формуемой части детали. Эта технология дает возможность плотного контроля только для одной стороны детали, так что все данные должны подгоняться для этой стороны. Выпуклости и прочие создаваемые за счет механической обработки детали должны соотноситься с опорной величиной, определенной для формуемой стороны детали. Остальные данные должны задаваться механически обрабатываемой деталью. Это даст очень точные допуски для определения положения отверстий и прочих основных особенностей формованной детали. 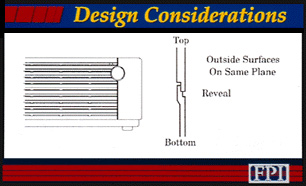
| 


