Пренебрежение данными: средние значения это ложные друзья Обычная характеристика свойств по средним значениям параметров скрывает слабые места, что приводит к формированию ложного ощущения безопасности. Статистическая обработка экспериментов позволяет осуществлять расчеты для самых незначительных свойств слабых мест, которые невозможно обнаружить визуально. На приведенном ниже рисунке 'Нормальное распределение и стандартное отклонение' показана частота в зависимости от значений свойства двух материалов с одними и теми же средним значением определенного свойства (50) со стандартным отклонением соответственно 2 и 4. • Для того, чтобы иметь менее 1% отказа, необходимо ограничить рабочее напряжение 45 в одном случае и 39 в другом. • Для того, чтобы иметь менее 1/1000 отказа, необходимо ограничить рабочее напряжение 43 в одном случае и 37 в другом. • Для того, чтобы иметь менее 1/10000 отказа, необходимо ограничить рабочее напряжение 42 в одном случае и 35 в другом. 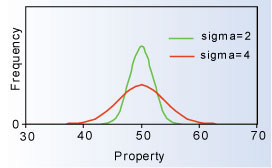
Рисунок 5: Нормальное распределение и стандартное отклонение Так, например, в работе J. Tung, G.P. Simon, G.H. Edward (Antec 2004, p.723) исследуется прочность сварного соединения нанокомпозита из найлона 6. Распределение прочности линии спая можно охарактеризовать как следующее: • Min: 48.5
• Max: 65.5
• Среднее: 57.4
• Стандартное отклонение, s: 4.04 Проще говоря, общее значение прочности линий спая 57, но в слабых местах она составляет 49 или 45 при маргинальных 2s или 3s, влияющих на среднее значение. В относительных значениях это составит -14 или –21% от среднего значения. В сущности, индекс надежности 1.1 или 1.2 вызывает отказы. Окончательный результат: шесть сигм Шесть сигм представляют собой стратегию управления бизнесом, которая была изначально разработана компанией Motorola в виде набора практик, предназначенных для совершенствования процесса производства и устранения дефектов, но их применение было впоследствии распространено и на другие виды технологий ведения бизнеса. В концепции шести сигм дефект определяется как все, что может вызвать недовольство заказчика. Считается, что технологии, которые реализуются с "качеством шести сигм", дают уровни дефектности менее 3.4 дефектов на миллион возможных (DPMO) Разгадать невидимое и найти иголку в стоге сена с помощью анализа данных: статистика, моделирование, преобразование данных… Можно использовать многочисленные технологии и инструменты для обработки экспериментальных данных для повышения их эффективности, важности и полезности, а также репрезентативности. Статистические технологии, испытания и процедуры позволяют осуществлять непредвзятую и более значимую оценку исходных свойств и свойств после старения благодаря имеющимся в их распоряжении средствам, вариантам и т. д. Более или менее простые испытания и процедуры, такие как стьюдентизированный т-тест, проверка на соответствие по критерию хиквадрат, дисперсионный анализ (ANOVA), регрессионный анализ, анализ действия отдельных факторов, корреляционный анализ, пирсоновский коэффициент корреляции по смешанным моментам, коэффициент ранговой корреляции Спирмана, все включены в круг комплексов программного обеспечения для общей обработки данных, или же дополнительного программного обеспечения или же программного обеспечения для отдельных практических навыков. Так, например, XLSTAT расширяет аналитические возможности Excel, включая широкий диапазон функциональностей, которые покрывают большинство требований, предъявляемых к анализу данных и статистике. Здесь возможности можно разделить на несколько этапов:
• Подготовка данных: забор образцов, распределение образцов, дискретизация, кодирование, управление данными… • Дескриптивная статистика, гистограммы, испытание нормальности, таблица сопряжённости признаков распознаваемых образцов, матрица соотношений, а также схожести/несхожести, статистика мультиколлинеарности … • Анализ данных: анализ действия отдельных факторов, анализ основных компонентов (PCA), дискриминантный анализ (DA), анализ множественных соответствий (MCA), многомерное шкалирование (MDS), группировка по общему признаку … • Визуализация данных; • Моделирование и прогнозирование: аппроксимация распределения, регрессия (линейная, нелинейная, непараметрическая), ANOVA (анализ вариативности), ANCOVA (анализ ковариантности)… • Испытания для выявления соотношений и ассоциаций: испытания по таблицам сопряжённости признаков, корреляционные испытания, тест Мантеля, испытание трендов Кохрана-Армитаджа, параметрические испытания, тесты т и з, двухвыборочное сопоставления вариативности, сопоставление колебаний K образцов, сопоставление пропорций, непараметрические тесты, Q тест Кохрана, тест МакНемара…. Визуализация Визуальный осмотр позволяет определять макроскопические дефекты, но для выявления субмикронных дефектов необходимо использование микроскопа. При исследовании очень мелких деталей изделия «разглядеть» все вплоть до наномерной размерности позволяют электронные микроскопы и атомно-силовые микроскопы. При использовании сканирующего электронного микроскопа (SEM) сфокусированный электронный луч сканирует поверхность образца, создавая изображение. Различия в топографии образца создают различия в интенсивности сигнала в детекторе, что в результате дает различия на трехмерном изображении. SEM подходит для исследования шероховатых топографических объектов, пустот, трещин, распределений волокон и наполнителей, скоплений частиц, интерфейсов, совместимости… SEM может быть снабжен спектроскопией энергетической дисперсии рентгеновского излучения (EDS) или спектроскопией с дисперсией по длине волны (WDS), которые позволяют осуществлять элементный анализ непосредственно по поверхности образца. Трансмиссионная электронная микроскопия (TEM) осуществляется с помощью пропускания электронного луча через исследуемый образец. Атомно-силовой микроскоп (AFM) или сканирующий силовой микроскоп (SFM), а также их предшественник, сканирующий туннельный микроскоп (STM), представляют собой микроскопы, сканирующие образцы, с высоким разрешением, способные показывать разрешения до долей нанометра. AFM состоит из микроразмерного кантилевера с острым наконечником (зондом) на конце, который используется для сканирования поверхности образца. Обычно отклонение измеряется с использованием лазерного пятна. Для регулирования расстояния от наконечника до образца, которое необходимо для поддержания постоянного силового уровня между наконечником и образцом, используется механизм обратной связи. Можно управлять AFM с помощью целого ряда режимов в зависимости от применения. AFM способен создавать изображение максимальной высоты в микрометровом диапазоне и максимальной площади сканирования примерно 150 на 150 микрометров. У атомно-силового микроскопа имеются определенные преимущества перед сканирующим электронным микроскопом (SEM), которые обеспечивают достоверное трехмерное изображение поверхности без необходимости специальной обработки поверхности (такой как нанесение металло-углеродных покрытий), которая способна необратимо изменять или же повреждать образец. В целом, AFM способен обеспечивать более высокое разрешение, чем SEM. Кроме того, можно использовать AFM в качестве нано-твердомера, что позволяет давать характеристику механических свойств в наноразмерном диапазоне. Продолжение статьи смотрите в статье ДЕГРАДАЦИЯ ПОЛИМЕРОВ: НОВЫЕ МЕТОДЫ ОБНАРУЖЕНИЯ (Часть II) на портале www.polymery.ru www.polymery.ru | 


