Правильная подготовка поверхности имеет большое значение для того, чтобы не допускать образования дефектов сварного шва с самого начала. Идеальным инструментом для этого является скребок. Наждачная бумага или растворители здесь не рекомендуются, поскольку пыль и остатки растворителя будут примешиваться внутри сварного шва. Решающее значение имеет также угол наклона зоны сварки, если используется такой тип шва. При неправильном выборе угла материал наполнителя не сможет надлежащим образом заполнить всю зону сварки. Появятся пустоты и трещины, в результате образуется непрочное сварное соединение. Необходимо также выбрать для каждого данного применения подходящую систему сварки. И неважно, какую именно Вы выберете, если только Вы будете всегда учитывать три вышеуказанных параметра (температуру, давление и время). При использовании инструмента для сварки термопластиков струёй горячего воздуха автоматически появляется окисление. Это не является идеальными условиями для получения качественного сварного шва. Проблему окисления может свести к минимуму, но не снять полностью, за счет использование газа, такого как азот. Другой проблемой может стать подача воздуха, который может оказаться не совсем чистым, сухим и не содержащим масла. Если у Вас имеется подача воздуха с такими признаками, имеющиеся частицы будут вдуваться непосредственно внутрь сварного соединения. Они образуют своего рода экран между молекулами, что будет препятствовать важному процессу смешивания. Нам известно, что для того, чтобы создать прочное сварное соединение, необходимо предварительно подготовить материал. Некоторые пластмассы, такие как ABS или поликарбонат, гигроскопичны (это означает, что они поглощают влагу из окружающей среды). Такие гигроскопичные материалы необходимо высушивать прежде, чем использовать для осуществления сварки. Оцените количество материала, который будет необходим для сварки, и высушите только это количество. Это поможет Вам сэкономить время, поскольку время, затрачиваемое на высушивание зависит от количества материала и электрода. При нагревании пластмасса расширяется, при охлаждении она будет сжиматься. Если материал не закрепить в нужном месте надлежащим образом, он согнется в сторону сварного шва (см. рисунок ниже). Сварное соединение должно быть идеальным с обеих сторон для того, чтобы не допустить растрескивания и обеспечить сохранение нужной формы. Если этого невозможно добиться, надо подобрать такой угол сварки, чтобы электрод мог доставать до нужного места с обеих сторон. Для того, чтобы сохранять форму, можно использовать опору. Эту деталь следует держать на том же месте до тех пор, пока полностью не закончится охлаждение сварного шва. 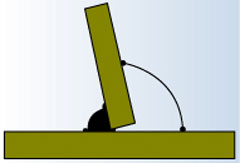
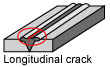
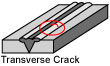
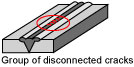
Всего для сварки пластмасс существует шесть групп дефектов, которых следует избегать. Приведенные ниже изображения помогут Вам распознать эти дефекты. Просьба все же отметить, что в приведенном ниже перечне не дается оценка дефектов по важности или степени; описанные дефекты не относятся также к каким-либо отдельным технологиям сварки или используемым материалам.
|