Частицы процессинга постепенно уносятся с поверхности головки расплавом полимера. Различные абразивные субстанции в полимере (пигменты, антиблокинги и т.п.) ускоряют этот процесс. Таким образом, существует равновесная точка между отложением процессинга на поверхности головки из расплава и его уносом. Условия процесса (температура, скорость, другие добавки) влияют на соотношение скорости уноса и осаждения добавки, поэтому при изменении условий необходимо корректировать и содержание процессинга.
Процессинговые добавки следует выбирать и с учётом вязкости перерабатываемого полимера. Большинство добавок, представленных на рынке, разработаны для линейного ПЭНП с ПТР=1-2 г/10 мин. или чуть ниже и бимодального ПЭВП с широким молекулярно массовым распределением.
Тип и количество функциональных групп также могут влиять на эксплуатационные качества процессинговых добавок. По некоторым литературным данным, возможно взаимодействие кислотных групп добавки с оксидами и гидроксидами на поверхности головки, улучшающее адгезию. В то же время, другие исследовательские группы сообщают об отсутствии зависимости эффективности добавки от содержания функциональных групп, а третьи сообщают об отрицательном влиянии на свойства. По-видимому, это зависит от совместимости конкретной добавки с материалом конкретной фильеры, и не может быть учтено заранее.
Одним из факторов, влияющим на эффективность процессинговых добавок является градиент сдвиговых напряжений в каналах экструзионной головки. При больших скоростях сдвига профиль течения расплава довольно острый (см. рис. 1). Градиент напряжений сильно способствует продвижению процессинговой добавки к стенкам канала. Однако, если скорость сдвига очень высока, то начинается аномалия вязкости, препятствующая однородному покрытию добавкой стенок канала. Таким образом, оптимальной скоростью при кондиционировании является максимальная, но не вызывающая образования "елочки". Сдвиговые напряжения обратно пропорционально зависят от температуры, т.е. изменить режим течения можно как увеличением скорости, так и путём понижения температуры, что приводит к увеличению сдвиговых напряжений и может способствовать более эффективному осаждению процессинговой добавки на стенках канала. На рис. 3 видно, что кондиционирование линейного ПЭНП происходит быстрее при более низкой температуре, т.к. в этой точке напряжение сдвига близко к критическому. Исследования проводились на ПЭ с ПТР 0,5 г/10 мин, гексеновый линейный ПЭНП, 0,08% процессинговой добавки. Критическая скорость сдвига при 2150С – 500 C-1, при 2300С – 800 C-1. Скорость сдвига в процессе переработки - 500 C-1.
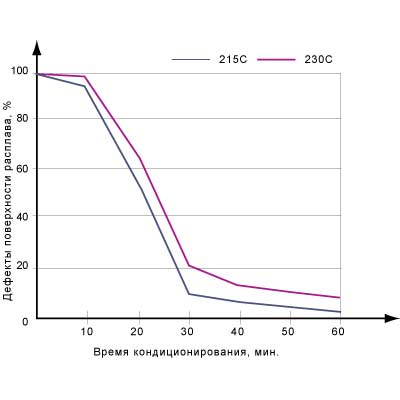
Рис. 3. Кондиционирование линейного ПЭНП происходит быстрее при более низкой температуре, т.к. в этой точке напряжение сдвига близко к критическому.
Также следует отметить важность тщательного выбора и контроля температуры, которым обычно пренебрегают. Примером может служить зависимость, представленная на рис. 4.
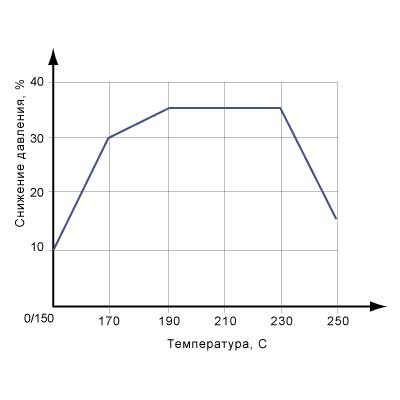
Рис. 4. Зависимость снижения давления (%) от температуры
|



