Устранение поверхностных дефектов
До сих пор механизм возникновения этого явления является предметом обсуждения. Тем не менее, можно отметить две основные причины возникновения такого явления. Первое - эффект акульей кожи (sharkskin effect) - вследствие разницы коэффициента внутреннего трения полимера и коэффициента трения материала по металлической оснастке скорости течения в середине потока расплава и около стенки различаются очень сильно. Как только материал выходит из зазора, скорости начинают выравниваться и в пристенном слое возникают большие сдвиговые напряжения, вызывающие разрыв расплава в этом месте. Этот эффект усиливается при интенсивном охлаждении расплава холодным воздухом, так как при охлаждении снижается эластичность расплава. Обычно результат этого явления виден на внешней поверхности плёнки. Микроразрывы на внутренней поверхности проявляются очень редко, на машинах с внутренним охлаждением рукава (IBC) при сильном обдуве охлаждённым воздухом. Второе - это аномалия вязкости (slip-stick phenomenon), развившаяся в пристенных слоях, которая является причиной возникновения дефектов на поверхности экструдата (неустойчивое течение), срыва струи и пробкового течения. Механизм этих явлений заключается в резком возрастании высокоэластической деформации под действием высоких скорости и напряжения сдвига в пристенных слоях. При определенных значениях скорости течения и высокоэластической деформации в наружном и пристенном слоях наступает отрыв наружного слоя в виде кольца (т.е. возникающие напряжения становятся больше прочности адгезионного взаимодействия полимер -металл). На выходе из головки экструдера это кольцо наружного слоя релаксирует (т.е. поворачивается в вертикальной плоскости), в результате чего образуется искажение в форме "елочки" и другие нарушения поверхности плёнки. В пределе, с увеличением давления или скорости сдвига выше критического, в пристенных слоях происходит срыв струи, при котором расплав течет относительно наружного слоя, а не стенок капилляра. Увеличенные скорости сдвига придают течению пробковый характер с резко возросшими расходами. Пробковое течение может быть реализовано и без срыва струи за счет скольжения в наружном слое полимера с низкой вязкостью, что наблюдается при введении в полимер низковязких компонентов. Обе теории оперируют понятием критического напряжения сдвига (или критической скорости сдвига). Введение процессинговых добавок существенно задерживает процесс достижения этой критической величины.
Принцип действия процессинговых добавок 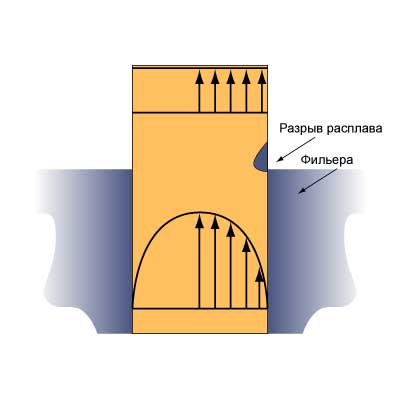 Рис. 1. Профиль распределения скорости движения расплава полимера в щелевом зазоре фильеры. 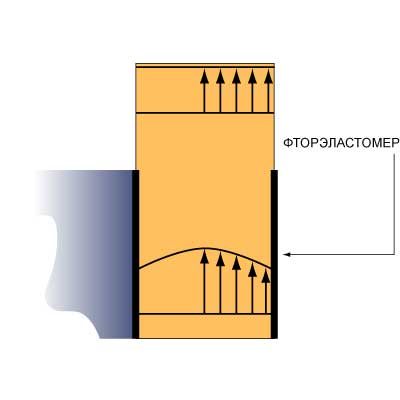
Рис. 2 Профиль распределения скоростей в присутствии 0,05% фторполимера.
Полярные процессинговые добавки обычно вводятся в количестве от 0,01 до 0,1%. Они несовместимы с неполярными полиолефинами, и образуют в матрице перерабатываемого полимера дисперсную фазу с размером частиц около микрона (если правильно выбран режим смешения). Качество смешения добавки с полимером - очень важный фактор, чем мельче частицы добавки, тем большее их количество достигнет поверхности головки за единицу времени. При прохождении расплава через головку частицы процессинга постепенно достигают поверхности головки, и, со временем, образуют скользящий слой.
Следует отметить, что при введении процессинговых добавок возможны колебания производительности, что связано с неоднородным покрытием поверхности головки на начальном этапе. По прошествии некоторого времени, который называют кондиционированием (обычно 15-20 минут), процесс стабилизируется, дефекты поверхности исчезают, нагрузка на валу значительно снижается.
| 


