Создание HMSPVDF с высокой устойчивостью против провисания Другим свойством, которое появляется в результате ветвления цепи и повышения вязкости расплава, является устойчивость против провисания, которая приобретает ключевое значение в таких процессах, как экструзионное формование с раздувом, особенно для правильного формирования заготовки, а также создания стенок равномерной толщины. Этот параметр также важен в высокотемпературном формовании тонкостенных продуктов, так как он необходим для того, чтобы во время высокотемпературного формования полукристаллических полимеров при высокой температуре формировался лист, который позволяет сформировать низкую вязкость. Высокая устойчивость против провисания позволит расплавленному листу устоять против воздействия силы тяжести в ходе процесса производства, что гарантирует одинаковую толщину пленки и предотвращение преждевременного провисания. На Рисунке 5 можно увидеть сравнение между образцами PVDF и HMSPVDF при двух различных температурах. 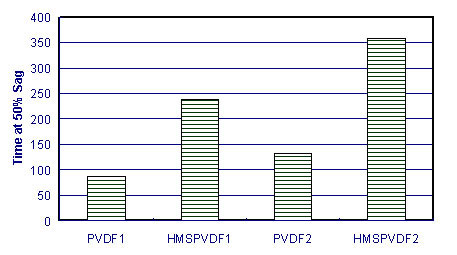
Рисунок 5: Устойчивость против провисания PVDF и HMSPVDF при температурах 215°C и 228°C
Деформационное упрочнение в HMSPVDF
Самым сложным реологическим свойством полимеров является продольная вязкость. Это происходит вследствие сложности производства полимера с нужной продольной вязкостью помимо сложностей определения его характеристик. Благодаря развитию современных технологий анализа, применяемых при определении продольной вязкости полимерных расплавов, получение информации сегодня значительно упрощается. Образцы HMSPVDF демонстрируют такое поведение и деформационное упрочнение при низкой или средней скорости деформации, равной той скорости, которая наблюдалась в производстве пленки, получаемой методом экструзии с раздувом, и пенообразовании, когда полимерный расплав подвергается двухосной деформации. Если при создании полимера в него не закладывается свойство замедления расширения вследствие деформации в расплаве, то формирующиеся в ходе этих процессов пузыри будут лопаться под воздействием непрерывной деформации. С другой стороны, при наличии деформационного упрочнения деформацию можно контролировать и при этом избежать порчи продукта. В случае пленки, получаемой методом экструзии с раздувом, пузыри могут сформироваться с высоким коэффициентом раздува. Таким образом можно производить тонкие пленки. Во время непрерывной экструзии жесткого пенопласта это может создать различие между структурами с открытыми и закрытыми ячейками, а также минимальную плотность.
Продольную вязкость можно измерить путем воздействия на пленку одноосной деформацией при контролируемой скорости, при этом усилие вытягивания регистрируется как функция времени. Усилие, размеры образца и скорость деформации можно использовать для расчета переходной продольной вязкости как функции времени. Результаты таких измерений отображаются на Рисунках 6 и 7 для HMSPVDF1 и HMSPVDF2, при этом в образцах линейного PVDF деформационное упрочнение не наблюдается или проявляется очень слабо. 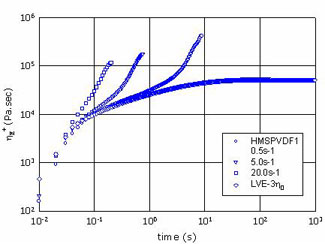
Рисунок 6: Продольная вязкость HMSPVDF1 при температуре 180°C
(Па/сек) Время (сек)
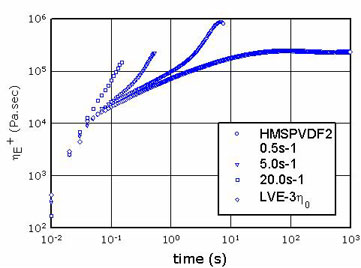
Рисунок 7: Продольная вязкость HMSPVDF2 при температуре 180°C
(Па/сек) Время (сек)
|



