Технология компаундирования - 3 M Технология компаундирования, по существу, состоит из нескольких основных операций, который реализуются внутри экструдера. Мы обсудим каждую из них подробно, но основную технологию можно охарактеризовать как Три M: Melt (расплавить), Mix (смешать), Meter (измерить). Различие между обычной экструзией и экструзией с компаундированием заключается в том, что основной акцент делается на смешивание, в то время как при обычной экструзии основной упор делается на расплавление и измерение. (См. рисунок 1). При "нормальной" экструзии, зона смешивания либо отсутствует, либо не является очень важной. Из этого также следует, что у экструдеров для компундирования (за счет дополнительно длины зоны смешивания) более высокое значение отношения длины и диаметра по сравнению с обычными экструдерами. 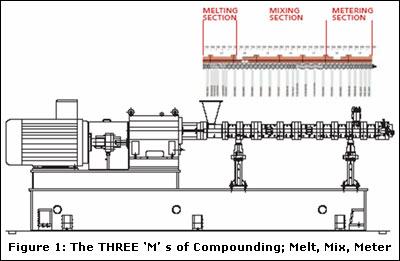 Рисунок 1: Три «М» компаундирования – Melt, Mix, Meter Технология с пятью этапами На самом деле в компаундировании значительно больше операций, чем всего три М. Фактически, оно представляет собой технологию, включающую пять этапов, а именно, подачу, расплавление, смешивание, выпуск и измерение (дозирование). Чаще всего, оно даже превращается в шестиэтапную технологию, поскольку имеется дополнительная операция подачи, ниже по технологической цепочке, после зоны расплавления при использовании стекловолокна. Значимость тех «процессов», которые имеют место в ходе подачи или выпуска, может оспариваться: ведь при подаче осуществляется всего лишь загрузка сырья через питательное отверстие или же при выпуске применяется вакуум на вентиляционном отверстии. На самом деле, все обстоит совсем не так просто, и, действительно, ведь весь процесс компаундированию выглядит таким обманчиво простым. Современные двухшнековые экструдеры являются устройствами типа STARVE-FED. Это означает, что Вам, возможно, никогда не удастся заполнить питатель и управлять выходом просто за счет установления скорости вращения экструдера. При работе с полностью загруженными питателями современный двухшнековый сцепленный экструдер с параллельным вращением в одном направлении, несомненно, будет перегружен (хотя имеются и некоторые ограничения). На практике эти экструдеры работают с нарезкой, заполненной на 100%, только в специальных зонах экструдера. Теоретически, "чем выше процент заполнения нарезки, тем это лучше для материала, который подвергается компаундированию". Настоящая статья представлена д-ром Бабу Падманабханом, управляющим директором и основателем Steer Engineering. Он имеет докторскую степень по инженерной механике, полученную в Виргинском Политехническом институте и Университете Блэкбург штата Виргиния. www.newchemistry.ru |



