"АЛДЕР" – ПРОЦЕСС ПРОИЗВОДСТВА ПЕНТАЭРИТРИТА
Хотя основные особенности производства пентаэритрита обычно известны и применяются многими компаниями, "Алдер"- процесс имеет много преимуществ, благодаря простоте и более низким инвестиционным и эксплуатационным затратам.

С(СН2ОН)4 – пентаэритрит, тетраметилолметан, С5Н12О4, 2,2-бис-(гидроксиметил)-1,3-пропандиол (IUPAC), кристаллическое белое вещество. Молекулярный вес 136,15, температура плавления 2620C. Плотность 1,396 г/см3. Насыпная плотность 0,7 г/см3. Хорошо растворим в воде, малорастворим в обычных органических растворителях.
Растворимость в 100 г воды: 7 г при 200С, 17 г при 500С , 72 г при 950С.
CAS номер: 115-77-5, EINECS номер: 204-104-9
Пентаэритрит является твердым кристаллическим спиртом, производимым промышленностью в качестве сырья для последующей переработки и, прежде всего, в лакокрасочной промышленности для производства алкидных смол, простых и сложных полиэфиров, полиуретанов, пластификаторов, стабилизаторов пластмасс, синтетических смазок, взрывчатых вещества и т.д.
Основными сырьевыми материалами являются формальдегид и ацетальдегид. Кроме того, применяется каустическая сода и небольшое количество муравьиной кислоты.
В качестве побочного продукта получается формиат натрия.
Всегда присутствующие высшие гомологи пентаэритрита и формали в "Алдер" - процессе отделяются, чтобы получить продукт высшей категории качества, содержащий 99% монопентаэритрита.
Описание процесса
В автоматически контролируемом периодическом реакторе разбавленный раствор пентаэритрита производится посредством программируемого дозирования реагентов при строгом контроле температуры и рН среды.
После полного удаления путем испарения и стриппинга непрореагировавшего избытка формальдегида пентаэритрит кристаллизуется и отделяется от маточной жидкости.
Блок-схема процесса
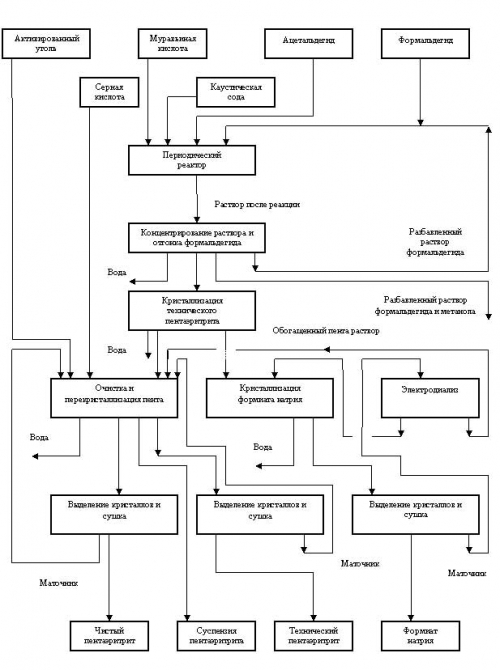
Сырые кристаллы очищаются перекристаллизацией, разделяясь на чистый пентаэритрит, технический пентаэритрит и суспензию пентаэритрита, последняя отправляется в хранилище, тогда как первые 2 продукта направляются на фасовку; богатый органикой раствор, называемый суспензией пентаэритрита, продается как есть или разрушается.
Из маточной жидкости после отделения кристаллов пентаэритрита фракционной кристаллизацией получают формиат натрия, который отправляется на склад и упаковку.
Маточная жидкость после выделения формиата натрия далее разделяется на различные растворы, которые возвращаются в технологический процесс, но небольшое количество дополнительно очищается и уничтожается (обычно сжиганием).
Значительное снижение операционных затрат может быть получено, если завод по производству пентаэритрита будет непосредственно связан с заводом по производству формальдегида (на металло-оксидных катализаторах).
Предполагается, что производство пентаэритрита будет размещено на наружной установке под крышей с частично установленными стенами. В отдельно стоящем маленьком здании, которое может быть связано с формальдегидной установкой, обустраивается операторская на втором этаже и электрической подстанцией на первом этаже. В том же помещении предусматривается помещение для маленькой лаборатории для проведения технологических анализов. Стадия фасовки и хранения продуктов обустраиваются в отдельно стоящем здании.
Качество продукции
Чистый пентаэритрит соответствует типовой и гарантированной спецификациям:
| Типовая | Гарантировано |
| Содержание монопентаэритрита (в сухом продукте) | 98% | свыше 99,1 % |
| Зола (на формиат натрия) | 0,004 % | Менее чем 0,005 % |
| Влага | 0,3 % | Менее чем 0,5 % |
| Температура плавления | 260°C | выше 257°C |
| Цветность по фталевому эфиру | 100°APHA | Менее чем 150°APHA |
Технический пентаэритрит получается в соответствии со следующими типовой и гарантированной спецификациями:
| Типовая | Гарантировано |
| Содержание монопентаэритрита | 94 % | 92 - 97 % |
| Содержание дипентаэритрита | 4 % | 2 - 6 % |
| Формали пентаэритрита и сахара | 2 % | Менее чем 6 % |
| Зола (на формиат натрия) | 0,005 % | Менее чем 0,01 % |
| Влага | 0,2 % | Менее чем 0,3 % |
| Температура плавления | 250°C | Свыше 220°C |
| Цветность по фталевому эфиру | 150°APHA | Менее чем 200°APHA |
Формиат натрия соответствует следующим типовой и гарантированной спецификациям:
| Типовая | Гарантировано |
| Содержание формиата натрия (в сухом продукте) | 99 % | Свыше 98 % |
| Содержание примесей (пентаэритрит) | 1 % | Менее чем 2 % |
| Влага | 0,2 % | Менее чем 0,4 % |
| Внешний вид | Свободные рассыпчатые кристаллы | |
Технические характеристики процесса
Расходные коэффициенты зависят от желаемого качество продукта. Для 1 тонны чистого продукта расходные коэффициенты следующие:
Формальдегид (100 %) | 1140 кг |
| Ацетальдегид (100 %) | 415 кг |
| Каустическая сода (100 %) | 460 кг |
| Муравьиная кислота (100 %) | 25 кг |
| Серная кислота (100 %) | 25 кг |
| Активированный уголь | Около 20 кг |
| Электроэнергия (380 - 440 V) | 500 квт ч |
| Охлаждающая вода (при 28°C макс.) | 4750000 ккал |
| Охлаждающая вода (при 15°C макс.) | 250000 ккал |
| Пар (при 15 бар мин.) | 5000 кг |
| Пар (при 3 бар мин.) | 9000 кг |
| Технологическая вода | 500 кг |
| Воздух КИП | 50 нм3 |
| Трудозатраты | 4 аппаратчика/смена плюс персонал на погрузке |
На каждую 1 тонну пентаэритрита производится около 650 кг формиата натрия.
Завод требует около 300-500 м2 площади без склада сырья и готовой продукции.
Применение технологии
Процесс "Алдер" производства пентаэритрита был пущен в эксплуатацию в 1981 году на заводе компании "Алдер" (Триест, Италия).
В 1988 году "ноу-хау" технологии производства была продана турецкой компании "Marmara Kimya Sanayi" (Gemlik).
В 1995 компания "Алдер" участвовала в усовершенствовании процесса бразильской компании "Copenor" (Camacari & Sorocaba).
Комментарий эксперта (В.Г. Шарыкин):
Технология "Алдер" - процесса производства пентаэритрита является одной из немногих коммерчески доступных технологий производства пентаэритрита.
Данная технология отработана разработчиком в деталях на собственном заводе в Триесте (Италия) на протяжении больше чем 25 лет.
Представляет интерес для российского рынка пентаэритрита.