ОБЗОР ТЕХНОЛОГИЙ ПОЛУЧЕНИЯ ИСКУССТВЕННОГО КАМНЯ: Solid Surface и Spray Granite
Технология Solid Surface (SS) представляет собой способ получения искусственного камня методом литья, причем с хорошими механическими характеристиками и комплексом свойств.

Изделия хороши для изготовления мебели или для отделочных работ. Данная технология предусматривает широкую гамму используемых материалов всевозможных цветов и оттенков. Она проста и особенно хороша для воплощения в жизнь различных дизайнерских решений.
Конечно сейчас, в условиях жесткой конкуренции, необходимо выпускать на рынок качественную и оригинальную продукцию. При достаточно простой схеме производства получаются конкурентоспособные товары (немалое значение здесь отдается исходному сырью, которое отличается высоким качеством). При соблюдении правильности всех технологических параметром производство является малоотходным и практически безвредным. Последний фактор порой стоит на первом месте, так как в настоящее время это особенно ценно, ведь надо не только брать у природы, но постараться отдавать ей должное или хотя бы постараться не вредить ей. Заботясь об окружающей среде сейчас, мы заботимся не только о себе, но и о будущих поколениях.
одна технология получения изделий из искусственного камня – это Spray Granite (SG) позволяет производить изделия методом напыления на поверхность полуфабриката тонкого слоя, имитирующего натуральный камень. При этом сохраняются все эксплуатационные свойства материала, а себестоимость изделия снижается за счет использования дешевых наполнителей (песок, мел) при изготовлении полуфабриката.
Технологии Solid Surface и Spray Granite – новинки на рынке России, но это не мешает им прочно там закрепиться. Ведь производство изделий по данным технологическим цепочкам представляет собой быстро окупаемый, компактный, высокопроизводительный и мало энергоемкий, модуль с очень широкими возможностями по выпуску самой разнообразной продукции (сантехника, подоконники, столешницы, наличники, балясины и пр.).
Технологический процесс.
Технология производства изделий с декоративным поверхностным слоем Spay Granite включает в себя несколько этапов. Технологическая схема полностью представлена на рисунке.
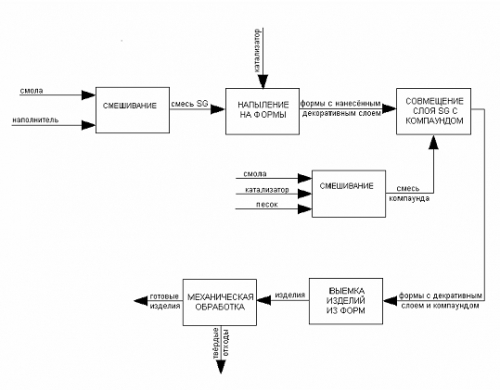
Технология получения изделий предполагает предварительную подготовку матрицы: очистить от загрязнений, остатков разделительных агентов и т.д., нанести заполнитель пор (желательно) для того, чтобы сгладить неровности поверхности и продлить срок службы матрицы. Далее на матрицу необходимо нанести разделительный агент. Такими агентами могут быть воски или различные растворы полимеров, которые после высыхания образуют плёнку на поверхности матрицы. Если постоянно используется один и тот же полимерный разделительный состав, то нет необходимости проводить операцию подготовки поверхности матрицы перед каждым нанесением разделительного агента. При использовании полупостоянных разделительных агентов достаточно проделать эту операцию один раз перед началом использования матрицы.
После подготовки поверхности матрицы и проверки полноты высыхания слоя разделительного агента первой стадией производства стеновых панелей является приготовление смеси Spray Granite (SG), которое осуществляется в блендере или вакуумном-миксере. Смесь состоит из полиэфирной смолы и гранул наполнителя серии. Диаметр гранул 0,5-2 мм. Гранулы имитируют гранит и мрамор различных цветов и оттенков. Гранулы имеют ту же плотность (≈1200 кг/м3), что и используемая смола, поэтому они распределяются равномерно и способны находиться во взвешенном состоянии в течение нескольких недель. Смесь смолы и наполнителя готовится без добавления катализатора. Это резко снижает уровень отходов, образующихся в случае, если вся приготовленная смесь не была по какой-то причине израсходована, и смола заполимеризовалась в таре. Так же это избавляет от необходимости готовить смесь SG маленькими порциями. Приготовленная смесь SG переливается в контейнер установки для напыления. Смесь SG из контейнера по шлангам под давлением, которое создаётся компрессором или с помощью воздуха из стационарной магистрали, поступает к смесительной камере распылительного пистолета установки. Параллельно катализатор отверждения ненасыщенной полиэфирной смолы подаётся из бака через шланги в распылительный пистолет. Конструкция распылительного пистолета позволяет смеси SG и катализатору перемешиваться в смесительной камере непосредственно перед выходом из пистолета (после нажатия курка). После работы смесительную камеру необходимо промыть ацетоном. Технология SS намного проще SG, так как после смешения всех, включая отвердитель и катализатор, компонентов, компаунд сразу разливается по подготовленным формам, где происходит отверждение смеси.
Для улучшения физико-механических характеристик изделия предусмотрена стадия постотверждения, когда затвердевшую смесь помещают в термопечи с температурой 90°C. После чего формы с изделиями остывают и происходит выемка изделия из формы. Последняя отправляется на подготовку к следующему циклу, а изделие подвергают механической обработке: срезается лишнее, вырезаются отверстия (если это необходимо), производится шлифовка и полировка.
Исходные компоненты
Многочисленные исследования и испытания позволили разработать гранулы, которые имеют такой же удельный вес, как гелькоут или смола, с которыми они смешиваются. Для SS и SG не подходят наполнители на основе натурального камня, так как из-за своего удельного веса они способны оседать в связующем, а также пластиковые гранулы, так как они будут всплывать на поверхность, кроме того, нельзя будет производить изделия с хорошими механическими свойствами. Хлопьевидные частицы тоже не подойдут, так как они не придают изделию вид натурального гранита. Идеальный вариант – это трехмерные гранулы, изготовленные из полиэфирной смолы, и как следствие обладающие таким же удельным весом, что и связующее.
Вторым основным компонентом смеси является смола, для данных технологий предусматривается использование ненасыщенных полиэфирных смол, например, акриловой модифицированной смолы из ненасыщенного полиэфира на основе изофталевой кислоты и неопентилгликоля или гелькоута (это раствор в стироле ненасыщенной полиэфирной смолы на основе изофталевой кислоты, модифицированной акрилатами).
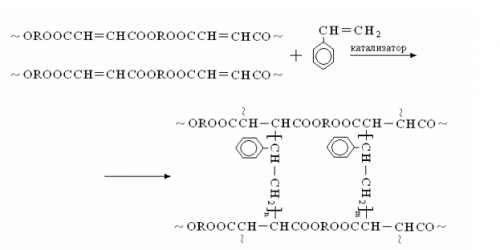
Отверждение ненасыщенных полиэфирных смол протекает по радикальному механизму в присутствии перекисных катализаторов. При использовании ускорителя (соли кобальта) отверждение проходит при температуре 20-30°С. Процесс отверждения ненасыщенной полиэфирной смолы в присутствии стирола, катализатора и ускорителя может быть представлен следующей схемой:
Материалы Spray Granite и Solid Surface имеют большой потенциал. Они уже сейчас способны удовлетворить самые разнообразные потребности рынка. А при современном темпе развитии химической промышленности и технологии он будет только совершенствоваться и находить новые области применения.
Данные технологии позволяют без перенастройки оборудования и дополнительных затрат производить быструю смену ассортимента выпускаемой продукции. Также без дополнительных затрат можно производить смену рецептуры цвета выпускаемого изделия и производить одну и ту же продукцию, но разных цветов в течение одной рабочей смены. В одном производственном цикле могут изготавливаться как серийные изделия, так и нестандартные, причем это не влечет за собой каких-либо изменений в технологическом процессе. То есть это позволит удовлетворять запросы, как оптовых покупателей, так и индивидуальных заказчиков.
Искусственный камень настолько нов и необычен для Российского рынка, что в сочетании с превосходными потребительскими характеристиками легко находит свою нишу среди упомянутых товаров (т.е. сантехника, столешницы, подоконники и т.д.).
Наталья Лукичева.
Татьяна Уланова.