ИННОВАЦИИ В КОМПАУНДИРОВАНИИ ПВХ
Схематично представлен примерный ход процесса смешивания, влияния на него параметров машины (резервуара, смесительного элемента и число его оборотов).
Рассмотрены текущие проблемы, возникающие при применении СаСОЗ и ТIO2, а также в связи с переходом от свинца к стабилизирующей системе Ca/Zn. При обзоре существующих в промышленности тенденций представлен подход, в значительной степени способствующий улучшению возможностей переработки пластифицированного и непластифицированно¬го ПВХ. Изложены условия рентабельной эксплуатации смесительной техники и других элементов технологической цепочки.
Комбинация горяче- /холодного смесителя
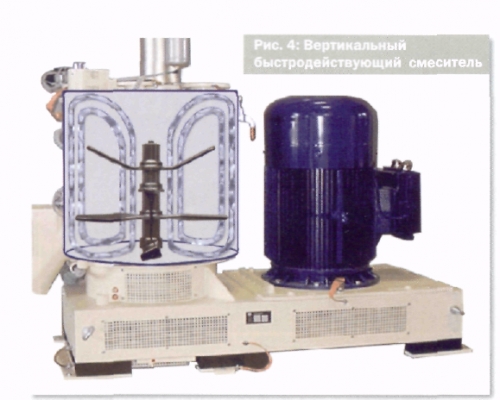
Эта комбинация состоит из вертикального быстродействующего смесителя и горизонтального холодного смесителя (рис. 2). В горячем смесителе выполняется гомогенизация сырья и добавок с получением однородной смеси при оптимальном времени смешивания. Зерно ПВХ позволяет добавлять другие компоненты рецептуры при температуре продукта от 70°С. В Европе, как правило, смеси доводятся до температуры 120°СТ в США процесс заканчивается уже при температуре около 110°С. Чтобы сохранить полученную однородную смесь исходных материалов, на следующем этапе (холодное смешение) выполнется максимально щадящее охлаждение компаунда. В зависимости от области применения, готовый компаунд доводится до температуры 45-50°С и затем транспортируется в силос. При более детальном рассмотрении процесса можно выделить три решающих фактора, влияющих на качество получаемого компаунда: исходные материалы, особенности взвешивания и смешения (рис.1). При этом следует отметить, что при использовании комбинации горячего и холодного смешивания, качество готового компаунда существенно зависит от качества сырья и рецептуры: низко-сортное сырьё + неоптимальная рецептура = некачественный компаунд.

Примерный ход процесса - горячее смешивание
В начале на пониженной скорости (около 50-70 %; 25-30 Гц) запускается горячий смеситель, чтобы обеспечить быструю загрузку (запрос весов I и II) и снизить образование пыли. В момент загрузки основных компонентов (ПВХ. СаСОЗ и др.) привод переключается на полную мощность (100 %; 50 Гц). Для удаления пыли, оседающей на фильтре во время загрузки, патрон фильтра очищается сжатым воздухом. Температура горячего смешивания достигает отметки 70-80°С, после чего выполняется загрузка следующих компонентов, напр. ТIO2. По завершении подачи фильтр снова чистится.
Параллельно начинается удаление влаги из исходного ма¬териала. Запускается аспирационное устройство фирмы MTI, удаляющее влагу из смеси и осушающее компаунд. Процесс смешивания приближается к требуемой конечной температуре (120°С) и аспирация останавливается. Одновременно снижается скорость вращения мешалки и открывается выпускное отверстие. В заключение еще раз выполняется чистка фильтра, и выпускное отверстие снова закрывается. Как правило, цикл в горячем смесите¬ле смешивания (загрузка, смешивание и выгрузка) составляет около 5-7 минут для непластифицированного ПВХ (PVC-U) и около 8-12 минут для пластифицированного ПВХ (PVC-P). Рентабельная эксплуатация горячего смесителя возможна только при реализации общей концепции машины. При несоответствии хотя бы одного параметра смеситель не сможет реализовать все свои возможности с точки зрения производительности. Ключевые факторы рассматриваются ниже.
Портрет MTI
Фирма МТ1, имеющая более чем 33-летний опыт в обла¬сти техники для смешивания и подготовки материалов, обладает ноу-хау в самых различных областях своей специализации. Сегодня на предприятии, расположен¬ном в г. Детмольд, где трудятся около 70 сотрудников, производятся высококачественные смесительные системы для промышленности пластмасс, общей химии и для специальных видов применения. Оборот головного предприятия, построенного в 1991 го¬ду, составил в 2009 году около 10 млн. евро. Доля экспорта предприятия, ориентированного на международный рынок, составляет почти 80%. Семейное предприятие, возглавляемое владельцами, в полной мере делает ставку на качество под знаком "Сделано в Германии». Вертикальная диверсификация производства на нашем заводе обеспечивает практически независимое производство машин с минимальным участием субпоставщиков. Закупаются только такие узлы, как двигатели, преобразователи частоты, ре¬дукторы и т.д. Фирма исповедует принцип: требуемое качество оборудования достижимо только при наличии функциональной общей концепции.

Полезный объем резервуара
Отношение диаметра ёмкости/бака смесителя к его высоте дает полезный объем резервуара. В целом только оптимально наполненные ёмкости позволяют избежать нежелательных побочных эффектов, например, отложений на стенках. В горячем смесителе MTI заполняется до 85% общего объема. При такой степени наполнения образуется оптимальное завихрение смеси (циркуляция). Продукт поднимается по боковым стенкам ёмкости, движется (ок.10 см) по крышке ёмкости и снова втягивается в центр емкости. Характерным для отрасли является степень наполнения 65-85%, в зависимости от производителя и размера машины. При недостаточном наполнении ёмкости продукт может оседать на её краях и крышке, что часто приводит к проблемам при переработке. В переполненном резервуаре, напротив, может не образоваться завихрение, необходимое для смешивания. Однородность компаунда в таких случаях уже нельзя гарантировать. Большое значение при расчете степени заполнения имеет не только насыпной вес исходного материала, но, и в большей степени, возможные изменения в ходе фазы смешивания (например, расширение частиц под воздействием тепла).

Два двойных комбинированных смесителя MTI M 2000/2 x K6000
Число смесительных элементов
За счёт вращения смесительных эле¬ментов образуется завихрение смеси и одновременно подача энергии в смесь. В области смесительной техники потребление энергии, если говорить о приводном двигателе, составляет чаще всего 0,5 кВт на 1 кг компаунда. Подаваемая энергия за счёт трения, передается на исходный мате¬риал. При выборе смесительного инструмен¬та, помимо его геометрии, решающее значение имеет также количество инструментов и площадь смесительного инструмента. Чем меньше поверхность инструментов, тем больше трение/скорость, необходимые для достижения короткого времени смешивания. Для отрасли характерно использование 2-5 таких инструментов, в зависимости от производителя и размера машины. Смеситель MTI оснащен комплектом мешалки, состоящим из 3-5 инструментов (рис. 5). Геометрия резервуара и инструмента MTI обеспечивает щадящую, но интенсивную подготовку ПВХ-компаундов. Удлинение вала смесителя позволяет разнообразить комбинации инструментов. Циркуляция в верхней области резервуара поддерживается также ме-шалкой. Чем короче вал смесителя, тем меньше смесительных инструментов может использоваться. Результатом этого является меньшее завихрение в верхней трети резервуара.
Число оборотов смесительного инструмента
Помимо описанного выше взаимодействия геометрии резервуара и смесительных инструментов, важным параметром является число оборотов или окружная скорость смесительного инструмента. Смеситель MTI работает с окружной скоростью 28-30 м/с (как правило, характерной является скорость 25-40 м/с в зависимости от производителя и размера машины). Опыт последних лет показал, что число оборотов является важнейшей величиной в механической нагрузке на компаунд, наряду с поверхностью инструмента. Увеличение нагрузки может потребо¬вать и увеличение дозировки ТIO2 для достижения идентичного цветового оттенка. Отсюда можно вывести следующее положение: чем выше механическая нагрузка и обусловленная этим более высокая дозировка ТIO2, тем менее рентабельна переработка (расходы на рецептуру).

Рис.5. Комплект смесительных инструментов MTI, состоящий из:
• V-образной лопасти (1 шт.)
• Средних насадок (3 шт.)
• донного смесительного инструмента (очистителя дна)
Подробнее с анализом текущего и потенциального спроса и предложения на российском рынке продуктов переработки ПВХ Вы можете познакомиться в отчетах Академии Конъюнктуры Промышленных Рынков
«Рынок суспензионного ПВХ в России».
«Рынок оконного ПВХ профиля в России»
«Рынок ПВХ подоконников в России»
«Рынок стеновых ПВХ панелей в России»
«Рынок напольного ПВХ плинтуса в России»
«Рынок настенных кабель-каналов в России».
Пласткурьер