КИСЛОТНАЯ ОБРАБОТКА СКВАЖИН
Кислотная обработка скважин - эффективный метод очистки продуктивного пласта от продуктов загрязнения, попавших или образовавшихся в призабойной зоне в процессе вскрытия бурением, цементажа обсадной колонны или при эксплуатации скважины.
Дебит скважины во многом зависит от проницаемости продуктивного пласта (главным образом его призабойной зоны – ПЗП), которая всегда меняется в процессе заканчивания и эксплуатации скважины. Коллекторские свойства неизбежно ухудшаются вследствие набухания глин, выпадения солей из пластовых вод, образования стойких эмульсий, отложения смол, парафинов и продуктов коррозии в фильтровой части ствола, гидратации пород, размножения сульфатвосстанавливающих бактерий. Методы восстановления, а порой и улучшения фильтрационных характеристик коллектора в ПЗП приобретают особое значение. Кроме того, после снижения кольматации (процесс естественного и искусственного проникновения мелких, главным образом глинистых и коллоидных частиц в поры и трещины горных пород) солями жесткости (привносимыми закачиваемой водой) повышается приемистость нагнетательных скважин в терригенных коллекторах.
Существует множество технологических вариантов проведения кислотной обработки: начиная от небольших кислотных ванн и до объемных кислотных обработок с использованием потокоотклоняющих технологий. Современные кислотные композиции, кроме собственно соляной или глино-кислоты, содержат целый «букет» компонентов (выполняющих различные функции), в том числе добавки поверхностно-активных веществ (ПАВ), обеспечивающих более полное удаление из пласта отработанной кислоты и продуктов реакции.
«Как известно, при контакте кислоты и нефти происходит образование стойких нефтекислотных эмульсий, негативно влияющих на проницаемость ПЗП, а значит, и эффективность кислотной стимуляции, - полагает Анатолий Шипилов, технический директор ЗАО «Полиэкс» (Пермь). - Стойкость эмульсии зависит от ряда факторов, среди которых определяющим является наличие в компонентах эмульсии ПАВ-эмульгаторов. Это могут быть как природные соединения, находящиеся в нефти, так и соединения техногенного характера, и, в первую очередь, ингибиторы кислотной коррозии». Отсюда, в частности, вытекает задача правильного (гармоничного) составления кислотной композиции для эффективной обработки пласта.
СИН32 (ООО «Синергия-Н»)
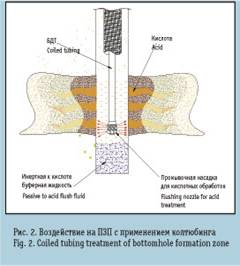
Технологически закачка кислоты в скважину выглядит следующим образом: колонну НКТ спускают до забоя и поддерживают циркуляцию воды до устойчивого перелива ее из затрубного пространства. При открытом затрубном пространстве в НКТ закачивают расчетное количество соляной кислоты с добавками ПАВ, или специальную кислотную композицию, а затем без остановки продавочную жидкость. После ее закачивания в объеме, равном объему НКТ, закрывают задвижки в НКТ и выкиде затрубного пространства. По истечении расчетного времени реагирования скважину промывают через затрубное пространство водой (обратная промывка) или нефтью через НКТ (прямая промывка). В нефтяных добывающих скважинах при обратной промывке в затрубное пространство закачивают нефть. Динамические обработки проводятся аналогично, но без выдержки кислоты на реакцию.
После кислотной ванны можно провести «простую обработку» - закачать кислоту в пласт под давлением. Нужная концентрация (6-12%) достигается разбавлением товарных форм кислоты водой. При первичных обработках рекомендуется давление кислоты 8-12 МПа. При последующих желательна максимально возможная скорость продвижения кислоты по пласту, при наиболее полном охвате пласта и недопущении его разрыва.
Долой ионы железа
Соляная кислота HCl – водный раствор хлористого водорода, прозрачная бесцветная или желтоватая, негорючая жидкость, дымится на воздухе. Массовая доля HCl в растворе: марка А – не менее 35%, марка Б – не менее 31,5%, ингибированная – 22-24%. Перевозится в специальных гуммированных ж/д цистернах, полиэтиленовых или стальных бочках (канистрах), неограниченно хранится в них же или герметичных резервуарах из стойких материалов.
Синтетическую соляную кислоту получают абсорбцией водой хлористого водорода, образующегося при взаимодействии электролитического хлора и водорода.
«Эффективность кислотной стимуляции нефтяных скважин существенным образом зависит от качества применяемой соляной кислоты, - считает Анатолий Шипилов. - Присутствие в ней даже незначительного количества ионов железа и других примесей приводит к резкому снижению эффективности кислотной обработки ПЗП и существенному снижению планируемого прироста добычи углеводородов с обработанной скважины. Также повышенное содержание ионов железа ведет к необходимости использовать ингибиторы коррозии в высоких концентрациях.
АНЦ-32/50 (ОАО «Первомайскхиммаш»)
Для производства ингибированной соляной кислоты зачастую используют абгазную соляную кислоту, являющуюся отходом химических производств, и ингибитор солянокислотной коррозии. Повышенное содержание железа в абгазных кислотах имеет существенные негативные последствия для нефтедобытчиков, так как оно всегда приводит к образованию гидроокиси железа после истощения кислоты и, как следствие, к кольматации и снижению проницаемости ПЗП. Ингибитор коррозии в высоких концентрациях также ведет к образованию стабильных нефтекислотных эмульсий и кольматации ПЗП - так, увеличение содержания трехвалентного железа в отработанной до 0,25% кислоте снижает проницаемость керна до 20 раз. Проницаемость не снижается только при содержании железа в отработанной кислоте менее 0,00005%.
Другой негативный момент присутствия в соляной кислоте ионов железа - повышенный расход ингибитора для снижения скорости коррозии. Наиболее эффективный вариант кислотной стимуляции нефтяных скважин - использование соляной кислоты с минимальным содержанием ионов железа (менее 0,0001%) либо ингибированной с использованием ингибиторов с низким межфазным натяжением».
Аппаратная часть
Реализуют метод агрегаты для кислотной обработки скважин. Конструктивно это грузовое, обычно внедорожное шасси, на котором смонтированы специальная емкость и насос высокого давления.
«Агрегат СИН32 предназначен для перевозки и нагнетания в скважину растворов ингибированной соляной кислоты, глино-кислот, других соляных и щелочных растворов, - рассказывает Юрий Конюхов, заместитель главного конструктора ООО «Синергия-Н» (Пермь). – Он оснащен трехплунжерным насосом с навесным редуктором, использующим привод от двигателя шасси КрАЗ-65053, Урал-4320 (-55571) или КамАЗ-43118, и укомплектован емкостью объемом 5-7,5 м3 (в зависимости от применяемого шасси). Емкость покрыта тремя слоями углепластика. Гидравлическая мощность насоса – 176 кВт, что позволяет обеспечить параметры закачки в пределах 11-18 л/с при максимальном давлении 32-50 МПа».
АНК 40/50 (ООО «Стромнефтемаш»)
ООО «Стромнефтемаш» (ГК «Уралмаш-ВНИИБТ») изготавливает модель АНК 40/50 на шасси Урал-4320-1916-40. Наибольшее давление нагнетания - 50 МПа. Установлена гуммированная емкость объемом 7,5 м³, модернизированный насос НТП-727А со всасывающим коллектором из нержавеющей стали. Применена специальная рецептура РТИ, увеличивающая срок службы магистралей в два раза. Контроль за работой агрегата – из кабины водителя.
ОАО «Первомайскхиммаш» выпускает агрегат кислотной обработки АНЦ-32/50. Он монтируется на шасси Урал-55571, КрАЗ-65101, КрАЗ-65053 или КамАЗ-53228. Раствор ингибированной соляной кислоты (возможно, в смеси с плавиковой и уксусной), транспортируется в цистерне емкостью 4,6 м3. Агрегат оснащен насосом ЗНП-32-50, максимальное давление 32 МПа, скорость подачи до 19,3 л/с. Привод насоса - от тягового двигателя через раздаточную коробку, КОМ и коробку передач агрегата. АНЦ-32/50 снабжен вспомогательным трубопроводом (обвязка агрегата с устьем скважины). Управление - из кабины автомобиля.
ОАО «Шадринский завод транспортного машиностроения» (г. Шадринск, Курганская область) с 1999 года производит установки для кислотной обработки скважин УНЦ-125х32К и УНЦ 125х50К на базе шасси Урал 4320-1912-40 или КамАЗ-43118. Стеклопластиковая емкость - 6 м³. В установках использованы плунжерные насосы ПН-200К с двумя вариантами диаметра плунжера – на 125 мм (давление 32 МПа) и 100 мм (50 МПа). Как уточняет Николай Зеленков (ЗАО «Уралспецмаш», Челябинск), «на агрегате установлена электронная система контроля параметров кислотной обработки РС-10 с возможностью записи данных, поступающих от уровнемера, датчика давления и расходомера на электронный носитель».
УНЦ-125х32К (фото ЗАО «Уралспецмаш»)
В России эксплуатируется также агрегат УНЦ 1-160х50К (на базе КрАЗ-65101), выпускаемый азербайджанской компанией ОАО «Азнефтехиммаш». Можно встретить и другие агрегаты, снятые с производства (например, бывшего завода «Строммашина», а ныне ООО «Стромнефтемаш»).
Кислота достойна реабилитации
«Кислотную обработку скважин наша компания начала проводить в 1997 году, - рассказывает Сергей Щербаков, в недавнем прошлом директор департамента маркетинга Сервисной компании «TPG» (г. Мегион, Тюменская область). - Во-первых, после изучения данных эксплуатации и ранее проведенных работ на скважинах выбирали наиболее перспективные. Во-вторых, после согласования перечня скважин наши специалисты отбирали в кернохранилище материал по данному месторождению и соответствующим пластам. По свойствам кернового материала подбирались и готовились 3-4 типа наиболее эффективных кислотных композиций (основой служил метанол) и примерно определялся ожидаемый результат их применения на каждом объекте.
АКОС1-53215 с прицепом (выпускался ООО «Завод Строммашина»)
Всего мы обработали 18 скважин (в основном на пластах юрской группы), и результат превзошел все ожидания. Только на двух был получен рост дебита на 20%, на всех остальных 120-410%. Такой рост был достигнут благодаря индивидуальному подходу (состав активного реагента, время реакции, методика и степень очистки пласта) к каждой скважине. Немалую роль сыграло то, что на всех скважинах применялись струйные насосы, что позволяло нам с точностью до нескольких минут соблюдать график проведения работ, закачивать реагенты в пласт без нагнетания лишней воды или рабочей жидкости, что очень важно. А также отбирать закачанную жидкость и продукты реакции в требуемом объеме и с четко установленной депрессией, проводить при необходимости повторную обработку без подъема инструмента, контролировать интервалы и места притока».
Увы, в последние годы интерес к технологии среди российских нефтедобытчиков заметно снизился. Несколько лет назад появились сервисные компании, которые объявили свои методики кислотных обработок панацеей от загрязнения ПЗП. Но подавляющее большинство из них работало по заученному шаблону, не имея ни научной основы, ни взвешенного подхода к выполнению работ. Поэтому очень часто не только не достигался результат, но ухудшалось состояние скважины. В итоге объем применения технологии в нефтедобывающих компаниях упал в несколько раз (особенно в Западной Сибири). Сейчас на рынке остались те сервисные компании, которые добились успеха, им и предстоит реабилитировать кислотную обработку как действенный метод восстановления дебита скважины. Новые возможности в этом смысле открываются в связи с кризисным ограничением строительства новых скважин и стремлением нефтедобывающих компаний по максимуму использовать старые фонды с минимальными затратами.
С анализом российского рынка ингибиторов коррозии Вы можете познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок ингибиторов коррозии в нефтедобыче».
Олег Никитин, EnergyLand.info