ЭКОНОМИЧНАЯ ТЕХНОЛОГИЯ СШИТОГО ППЭ
Новый метод производства заготовок из вспененного сшитого полиолефина позволяет обеспечить лучшую экономику (капзатраты, энергоемкость), чем традиционные технологии.
 При реализации нового метода изготовления заготовок из вспененного сшитого полиолефина с закрытыми элементами используется значительно менее дорогостоящее оборудование и значительно меньше энергии, чем при применении традиционных технологий.
При реализации нового метода изготовления заготовок из вспененного сшитого полиолефина с закрытыми элементами используется значительно менее дорогостоящее оборудование и значительно меньше энергии, чем при применении традиционных технологий.
Обычно используется огромный гидравлический пресс для сдерживания расширения пенопласта, здесь требуются сотни тонн давления зажимного устройства и огромное количество энергии для нагревания пресс-форм. При реализации новой технологии используется простая цилиндрическая пресс-форма с созданием давления в 1 тонну на кв. дюйм. Пресс-форма автономна, она перемещается по направляющим над печью. Эта нетрадиционная и низкозатратная технология была разработана компанией Evolution Foam Mouldings (EFM) в Новой Зеландии.
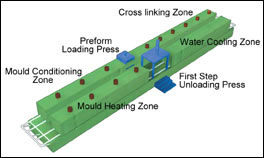
Печь первого этапа приводит в нужное состояние цилиндрическую пресс-форму, затем загружает преформу и нагревает ее для того, чтобы произошли расширение и сшивание.
Как это работает
Реализация технологии компании EFM начинается с формования полиэтилена и прочих компонентов в две полуцилиндрические преформы. Эти половины преформы загружаются в предварительно нагретую цилиндрическую форму для расширения, которая помещается в длинную печь с горячим воздухом для изготовления и расширения.
Evolution Foam производит плоский лист из сшитого полиэтиленового пенопласта, начиная с цилиндрической преформы и заканчивая ее расширением в печах в два этапа
Расширение осуществляется в два этапа. Сначала преформа нагревается в пресс-форме до температуры, при которой происходит первое расширение порообразующего вещества и сшивание. Цилиндр увеличивается в объеме в три – четыре раза. Этот частично увеличившийся в объеме цилиндр извлекается далее из формы для расширения и помещается на вращающуюся оправку в печи второго этапа. Там цилиндр расширяется свободно, увеличиваясь по сравнению со своим прежним размером в три – четыре раза. Теперь после полного расширения цилиндр извлекается и разрезается пополам. Каждая из половин укладывается в плоском виде в пресс-форму, зажимается и охлаждается. Готовая плоская заготовка имеет размеры 3.33 x 14 футов и толщину 3.15 дюймов. Затем ее можно разрезать и расщеплять.
Компания Sunkist Chemical Machinery, производитель пенопластов и оборудования по расщеплению пенопластов из Тайваня, строит первую промышленную установку, на которой будет использоваться технология Evolution Foam.