Как избавиться от создания складок при экструзии? (Часть 1)
Представляем доклад Пола Уоллера – президента Plastics Touchstone Group, Inc., - на
международной конференции по полиолефинам 2008 г. FlexPackCon 2008.
 Двумя типами проблем с качеством, которые чаще всего возникают при производстве пленки, являются проблемы с образованием гелей и проблемы с созданием складок. В данной статье рассматриваются причины возникновения складок и способы решения проблем со складками, которые образуются в ходе экструзии пленки.
Двумя типами проблем с качеством, которые чаще всего возникают при производстве пленки, являются проблемы с образованием гелей и проблемы с созданием складок. В данной статье рассматриваются причины возникновения складок и способы решения проблем со складками, которые образуются в ходе экструзии пленки.
Одним из удобных методов диагностики проблем с образованием складок является разделение линии на зоны растягивающих напряжений. Зона растягивающих напряжений это путь полотна между захватами вальцов выше и ниже по технологической цепочке. Захватом вальцов считается каждая точка, в которой два вальца захватывают пленку. Наиболее практичным методом является перемещение вверх по течению до тех пор, пока складки не исчезнут. Это поможет изолировать ту зону, где начинают образовываться складки. В большинстве случаев различные типы складок образуются в различных зонах, что вызывает наложение дефектов друг на друга.
Свойства экструзионно-раздувных пленок
Закупка | Производство | Материально-техническое обслуживание |
| Свойства сырьевого материала | Технологические условия | Неправильное функционирование оборудования |
Молекулярная масса Распределение молекулярной массы Плотность Образование боковых цепей Добавки | Производительность Температура расплава FLH BUR DDR | Размер головки Щель головки экструдера Кольцевой зазор для подачи воздуха IBC Коллапсер |
| Степень кристалличности и ориентация | ||
Ударопрочность Усадка Барьерные свойства | Оптические свойства Модуль Способность к герметизации | Прочность на раздир Прочность на разрыв Поверхностное натяжение |
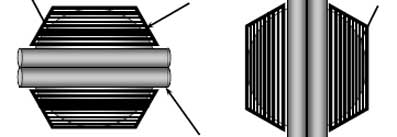
Складки, образующиеся в машинном направлении.
Сжатие в поперечном направлении
Валец, преодолевающий Складки, ориентированные
вспучивание в машинном направлении
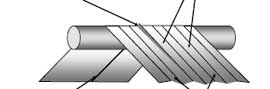
Складка Бороздки
Максимальное отклонение менее 0.015% от ширины вальца машинном направлении
Свойства, которые вызывают озабоченность у наших заказчиков, являются результатом наличия у материалов степени кристаллизации и ориентации молекул внутри матрицы пленки. Они, в свою очередь, формируются в зависимости от свойств сырьевого материала, который используется для производства пленки. Складки представляют собой дефекты, которые образуются из-за проблем, возникающих в ходе производственного процесса.
Причиной образования складок в машинном направлении являются силы сжатия, которые действуют в поперечном направлении полотна. В результате образуются складки, а также выступы и бороздки поперек полотна. Наиболее распространенной причиной являются колебания вальцов. Максимальное отклонение вальцов должно составлять менее 0.015% от ширины вальца для того, чтобы предотвратить возникновение колебания натяжения полотна, которое вызывает формирование складок в машинном направлении. Обычный оптический обман возникает, когда натяжные ролики в ходе своего вращательного движения отражают больше света с одной стороны, нежели с другой. Попробуйте осторожно дотронуться до натяжного ролика во время вращения. Если Вам удастся уловить колебания в ролике, это означает, что, в результате, будут образовываться складки в машинном направлении.
Три вида неустойчивости свойств рукава вызывают образование складок на вальцах. В этих случаях складки начинают формироваться еще на каркасе и складной раме. Форма и частота образования складок характеризуют тип имеющейся неустойчивости рукава.
винтовая неустойчивость | колебания высоты мутной линии пленки | пропускание газа рукавом |
 |  |  |
| обвисшая пленка | медленное изменение натяжения пленки | быстрое изменение натяжения пленки |
Вальцы преобразуют обвисшую пленку в складки
Мешки в центре вызывают образование складок в
поперечном направлении в центре полотна.
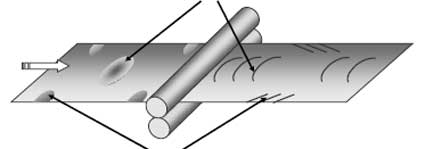
Мешки по краям вызывают образование диагональных складок по краям
Обвисшая пленка обычно образуется из-за неустойчивости рукава, колебаний в сопротивлении натяжению в складной раме или же перепадов температуры в верхней части башни. Такие изменения натяжения вызывают формирование складок, которые прессуются впоследствии в полотно по мере того, как оно проходить через вальцы. Проследите, передвигается ли образующаяся модель со временем, или же она остается в том же положении. Перемещение часто свидетельствует о том, что имеются проблемы с регулировкой башни.
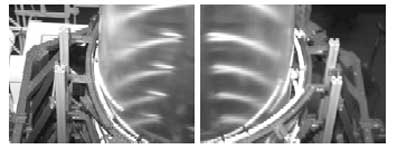
Наиболее распространенным видом образования модели складок в машинном направлении является вид под названием «жестяная консервная банка».
«Жестяная консервная банка»
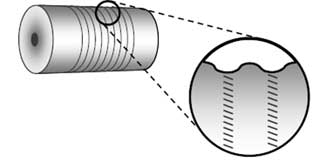
 Полосы от натяжения пленки могут образовываться из-за:
Полосы от натяжения пленки могут образовываться из-за:
1) Слишком сильного натяжения пленки
2)Полос различной толщины в машинном направлении
3)Слишком сильного сопротивления натяжению со стороны натяжных роликов
Решения проблемы образования складок в машинном направлении:
Материал | Улучшение смешивания внутри головки повышает модуль (плотность) пленки Увеличение толщины пленки |
| Технология | Уменьшение натяжения пленки Уменьшение температуры пленки Уменьшениепотоков воздуха |
| Оборудование | Уменьшение сопротивления натяжению в складной раме Обеспечение соответствия скорости вращения вальцов линейной скорости Уменьшение ширины бороздок ровнительных вальцов Регулировка положения ровнительных вальцов Уменьшение отклонения натяжных роликов Уменьшение сопротивления натяжению в натяжных роликах |
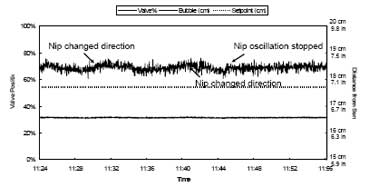
Пропускание газа рукавом может возникать в системах IBC из-за протечек в воздушных напорных камерах. Когда головка вибрирует, создается цикл изменения статического давления. В результате создается медленно образующаяся, а иногда сложная, модель изменения ширины плоского рукава, как показано на Рисунке №2.:
Рисунок №1.Экспериментальные данные о протечках в воздушных напорных камерах IBC
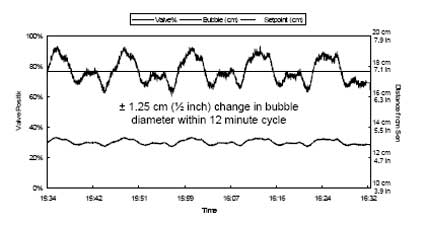
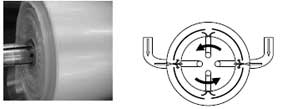
Рисунок №2. Положение установки ультразвукового датчика
- неравномерное давление в вибрирующих воздушных напорных камерах головки
- изменения статического давления, либо циклическое, либо при изменении вращения
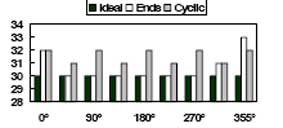
Вибрирующие захваты вальцов делают случайными изменения толщины в поперечном направлении вплоть до складной рамы. Это не может компенсировать медленные колебания в перемещении рукава по мере того, как он входит в складную раму. Даже легкий дефект регулировки складной рамы создает смещение рукава с отклонением от центральной линии, что приводит к формированию отклонений в ширине плоского рукава, как показано на рисунке №4.
Рисунок №3. Экспериментальные данные о неверной регулировке складной рамы
Рисунок№4. Вибрирующие сборки захватных вальцов Расположены в случайном порядке до складной рамы
Толстые Складная рама Тонкие
Начальные захватные вальцы
Другим удобным способом является отслеживание циклических изменений в положении рукава внутри каркаса, стабилизирующего рукав по мере того, как захваты вибрируют. Можно использовать вид краев рулона для определения дефектов регулировки башни, а также диагностирования других проблем с натяжением полотна.
Дефекты расположения рукава
Рукав касается каркас Рукав не касается каркаса
Двигается вместе с вибрирующим захватом вальцов?
Да: изменить расположение складной рамы и боковых стабилизаторов
Нет: Причина возникновения проблемы находится ниже складной рамы.
|  |
| | |
| Остроконечные выступы:- проскальзывание захватного вальца- колебание натяжения при нарезке | Колебания из стороны в сторону:- неверная регулировка головки, каркаса, складной рамы |
