ПЛЕНКИ MDO: тенденции и инновации
Ориентация макромолекул пленки в машинном направлении обработки (MDO) по-прежнему завоевывает новые рынки. Но технические трудности настолько велики, что некоторые крупные проекты так и не успели реализоваться. Ситуация может измениться с появлением нового оборудования.
Растягивание пленки в направлении экструзии улучшает ее параметры, и не слегка, а очень существенно. Ориентация макромолекул раздувной или литой полимерной пленки, вне процесса экструзии или в ходе процесса, увеличивает барьерные свойства, жесткость, плоскость, прочность на разрыв, а также пористость. Она уменьшает растяжение и, разумеется, позволяет получить в два, а то и в три раза больше продукта из того же количества пластмассы. Поскольку пленки MDO также очень плоские, они намного быстрее проходят дальнейшую обработку, что увеличивает их рентабельность.

Фторполимерная пленка Aclar компании Honeywell приобретает лучшие барьерные гидроизолирующие свойства за счет ориентации MD, что делает ее хорошей альтернативой алюминиевой фольге.
И почему же при всех этих преимуществах мы не видим на рынке больше продуктов из пленки MDO? Этого не происходит из-за того, что большинство пленок MDO, за исключением нескольких относительно простых продуктов, таких как однослойная растягивающаяся пленка, очень непросто произвести надлежащим образом. Например, MDO может улучшить барьерные свойства найлона и EVOH, но она также делает их хрупкими. "Если Вам известно как надо предварительно нагревать, насколько надо растягивать и где отжигать, Вы сможете произвести продукт успешно", - предостерегает Кевин Хендерсон, менеджер по техническому маркетингу компании Avery Dennison's Engineered Films Div., Конкорд, Огайо.
Производители установок сообщают о росте запросов от компаний, занимающихся обработкой, относительно оборудования MDO, но зачастую эти компании не имеют никакого представления о том, что им нужно, или о том, какие существенные проблемы их ожидают. На протяжении ряда лет по крайней мере три крупные компании, производящие упаковку, вложили значительные средства в разработку пленок MDO и установили линии для крупносерийного производства, а затем вынуждены были отказаться от них, не получив особенных результатов от своих вложений и усилий.
Большинство установок для ориентации макромолекул в направлении обработки используется для реализации первого этапа при производстве биаксиально ориентированных пленок и листа. Но на отдельных установках для MDO еще с шестидесятых годов создавали инновационные пленочные продукты, такие как обвязка из PET, обертки для пищевых продуктов из PVC, вспененная лента из PP, а также волокнистая лента из HDPE для плетения мешков. Звездный час пленки MDO настал а девяностых годах, с появлением позволяющих коже дышать гигиенических пленок для детских подгузников, самоклеящихся этикеток и синтетической бумаги. Эти продукты производились на широких линиях с высокой производительностью. Marshall & Williams (один из основных поставщиков оборудования) продал пять своих крупных установок (ширина четыре метра) для изготовления гигиенической пленки. Davis-Standard также построила свои самые крупные установки (ширина два метра) для гигиенической пленки. Австрийская компания SML создала линии для гигиенических пленок MDO с шириной до 3.2 метров.

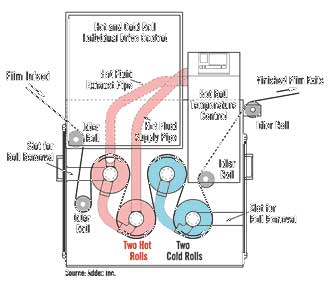
Установка MDO компании Black Clawson с центральной вертикальной загрузкой и автоматическим продеванием легко поддается перенастройке, даже при использовании вальцов различного размера.
Обработчики пластмасс обычно разрабатывают новые продукты из пленки MDO на полномасштабном производственном оборудовании, или же на уменьшенных исследовательских линиях собственного производства. В обоих случаях, конструкция установки обычно предназначена специально для производства одного конкретного продукта, а это не дает особой гибкости. Хотя линии для MDO, предназначенные для лабораторного использования, реализуются компаниями M&W и Dr. Collin GmbH, Германия, их применение ограничено использованием для обработки, поскольку они слишком узкие для того, чтобы изготавливать образцы, которые переработчики могли бы испытать на полномасштабных перерабатывающих машинах. Тем не менее, лабораторные линии оказались очень полезными некоторым компаниями, которые занимаются смолами.
Существуют также моноаксиальные пленки, которые растягиваются только в поперечном направлении, и используются для производства таких продуктов как усадочные этикетки. Но такие системы TDO могу оказаться еще более ограниченными в гибкости при выборе продукта, чем установки MDO.
За последний год или около того, произошли небольшие, но существенные изменения в том, что касается гибкости оборудования MDO. Компании, занимающиеся обработкой пленки, приобрели полномасштабные установки с дополнительными функциями, которые предназначены исключительно для научно-исследовательской и проектно-конструкторской деятельности. Эти установки для ориентирования не только управляют температурой и скоростью каждого отдельного вальца, они предлагают различные варианты для полотна и разнообразные варианты вытягивания. Такой необычный уровень гибкости должен существенно облегчить процесс разработки нового пленочного продукта.
Слишком большой выбор?
Оборудование MDO может иметь практически неограниченное количество переменных параметров: количество и температура вальцов предварительного нагревания (от двух до дюжины и даже более); тип нагревания вальцов (водой, топливом или электричеством); размер зазора между подающими роликами, соединенными в виде буквы S (до двух дюймов); количество раз вытягивания пленки (от одного до трех и даже более); температура и время пребывания для отжига или термической усадки; а также температура и количество охлаждающих вальцов.
Количество вальцов предварительного подогрева определяется не тем, какое растягивание хотят произвести, а тем, какая смола используется, и какая предполагается пропускная способность: чем больше вальцов, тем больше будет пропускная способность. Стандартные диаметры для вальцов предварительного подогрева составляют 12, 18, или 24 дюйма, хотя возможно и использование вальцов более крупного диаметра, до 30 дюймов. Пленку можно вытягивать один или несколько раз с перерывом для промежуточного нагревания или охлаждения для получения различных эффектов. Вытягивание можно производить в холодном и в горячем виде.
Вытягивание представляет собой достаточно простой процесс. Быстро вытягивающий валец вращается на определенную величину быстрее, чем медленно вытягивающий валец, растягивание пленки происходит в зазоре между ними. "Вам надо только правильно определить температуру и скорость вытягивания, но это может стать проблемой", - говорит Эрик Хэтфилд, исполнительный директор по производству компании FlexTech Packaging Inc. в Цинциннати, которая специализируется на изготовлении пленок MDO.
Растяжка с небольшим зазором это обычно растяжка с зазором менее 2.5 мм, а растяжка с большим зазором это растяжка с зазором 5 - 50 мм или более. Существует даже так называемое растягивание "с нулевым зазором" или "вытягивание со сжатием вальцов". Чем меньше зазор, тем меньше образуется шейки у пленки. Образование шейки обычно уменьшает ширину пленки на 5 - 20%. Шейка также снижает предоставляемую пленкой возможность дышать, что имеет решающее значение для гигиенических пленок. SML запатентовала использование каучуковых вытягивающих вальцов, которые снижают образование шейки.
По словам Хэтфилда из компании Flex Tech, самым сложным этапом является отжиг, поскольку пленку можно подвергать усадке или растяжению за счет увеличения или уменьшения скорости отжига. Любое изменение скорости или температуры приводит к изменению свойств пленки.
Способность MDO позволять уменьшать толщину пленки и одновременно обеспечивать улучшение ее свойств является очень привлекательным сочетанием. Возможность уменьшать толщину без ухудшения свойств - это основная причина, по которой обработчики так стремятся заставить MDO работать. Компания Honeywell Specialty Materials потратила несколько лет на разработку варианта с MDO своей однослойной фторполимерной пленки Aclar из PCTFE для того, чтобы заменить металлическую фольгу барьерным материалом с гидроизоляцией. Honeywell установила, что моноаксиальная растягивающаяся пленка Aclar вдвое увеличила гидроизолирующий барьер так, что у 25-микронной MDO пленки Aclar то же значение гидроизолирующего барьера, что и у 50-микронной неориентированной пленки Aclar.
Пленка MDO Aclar уже очень близка к своему первому промышленному использованию при производстве фармацевтической упаковки. Пленка производится в Поттсвилле, Пенсильвания, на трех высокотемпературных установках для ориентации от компании Marshall & Williams с масляным обогревом вальцов, которые могут нагреваться до 6000 F.
Растягивание пленки, получаемой экструзией с раздувом
За последние несколько лет, темпы разработки новых пленок MDO повысились, особенно, в том, что касается тех, которые разрабатываются на основе пленок, получаемых экструзией с раздувом. Производители установок откликнулись на это созданием новых конструкций оборудования.
Немецкая Bruckner Maschinenbau, изобретатель некоторых самых ранних технологий растягивания биаксиально ориентированных пленок, в настоящее время заинтересовалась MDO. В прошлом году Bruckner создала новую конструкторскую группу для проектирования и создания линий монооксиального растягивания для барьерных и усадочных пленок. Представитель компании отмечает, что эти пленки "приобретают все большее значение" для рынка.
Некоторые производители установок для пленок, получаемых экструзией с раздувом, также вышли на рынок MDO со своими "пусковыми установками". Компания Addex Inc., например, в настоящее время создает свою первую установку MDO. Названная "MDO Light", она будет осуществлять растягивание соэкструдированной пленки с экструзией и раздувом очень осторожно, примерно на 3%, для того чтобы устранить внутренне присущую пленке мешковатость и сделать ее плоской. MDO Light это система с четырьмя вальцами: с двумя нагревательными вальцами по 20 дюймов в диаметре и двумя охлаждающими вальцами также по 20 дюймов, причем у каждого свой привод. Регулировка натяжения четырех вальцов осуществляется не с помощью тензодатчиков, а за счет волоконно-оптического отслеживания диаметра вальцов, количества оборотов в минуту, а также крутящего момента.

Необычная лабораторная линия компании Marshall & Williams способна осуществлять вытягивание в трех различных режимах. Одинаковая гибкость предусматривается и для производства, и для исследовательских и конструкторских работ.
Первая из этих установок отправится в этом месяце к компании Polyexe Corp. в Брентвуд, Нью Гемпшир, для разглаживания ненадрезанной трубы из трехслойной соэкструдированной полипропиленовой пленки с плоским пленочным рукавом в 40 дюймов. После разглаживания пленка обрабатывается во много раз быстрее при нанесении на нее силиконового покрытия. Антиадгезионные пленки с силиконовым покрытием это растущий рынок для изготовления защитных покрытий для этикеток, лейкопластырных повязок, а также застежек для подгузников.
Polyexe планирует использовать свою линию MDO для разработки других продуктов с большим растяжением. "Мы посмотрим, что еще может делать эта машина", - говорит Оливер Целльнер, технический директор. "Мы намериваемся посмотреть всякие варианты".
Другие производители установок для получения пленок экструзией с раздувом представили свои собственные установки для MDO. Hosokawa Alpine поставила дюжину установок MDO обработчикам в Европе, Южной Америке и Азии. Первый достался обрабатывающей компании из Франции, где эта установка работает вместе с экструзией после разреза трубы. Для этой системы требуется две установки MDO, одна для верхнего полотна, и одна для нижнего. Более поздние установки МDO Alpine используются автономно, и для них нужна только одна установка для ориентации.
Alpine использует индивидуальные сервоприводы для вальцов нагревания, отжига и охлаждения, любой из которых может быть использован для растягивания пленки. Они все снабжены индивидуальной регулировкой натяжения для того, чтобы приспособиться к расширению пленки во время нагревания, и ее сжатию во время охлаждения так, чтобы не возникало складок и вспучивания. Индивидуальная температура вальцов необходима для соэкструдированных пленок, в которых герметизирующий слой требует более низкой температуры, чем остальные слои.
На прошлогодней выставке K 2004 в Дюссельдорфе, Alpine продемонстрировала MD ориентацию в автономном режиме пленки, поступающей из вальцов. Одна из пленок для сверхпрочных мешков из HDPE была растянута 6:1 (утончение началось с 240 микрон и закончилось 80 микронами), в то время как соэкструдированная пленка из HDPE для устойчивых пакетов была растянута 4.5:1.
Battenfeld Gloucester Engineering разработала установку для MDO для растягивающейся однослойной и многослойной пленки из LLDPE с предварительным растягиванием. Первая промышленная модель была поставлена европейскому обработчику, который осуществлял ориентацию давшей осадку трубы с плоским пленочным рукавом шириной до 70 дюймов.
Macro Engineering & Technology также создала свое первое ориентирующее устройство для MD для растягивающейся пленки, получаемой экструзией с раздувом с предварительным нагреванием, и предназначенной для ручного заворачивания. Она осуществляет ориентацию осевшего пузыря, но при этом используется холодное вытягивание, для которого необходимо тройное вытягивание и длинный зазор. Осевший пузырь после ориентации становится тоньше, но также и прочнее, поскольку у него есть два слоя, которые остаются в готовом продукте прилипшими друг к другу. Как поясняют в Macro, холодное вытягивание позволяет получить специальное свойство "замороженной эластичности". Для того, чтобы выпустить затем накопленное напряжение, требуется очень небольшое растяжение. Поэтому, если у пленки ручного заворачивания будет растяжение 5%, пленка затем даст усадку на 20%.
Пленка, получаемая экструзией с раздувом, против литой пленки
Ориентирующие устройства MD используются и с литой, и с экструзионно-раздувной пленкой, но диапазон свойств и видов продукции очень широк. В M&W говорят, что большая часть их установок для получения пленки MDO экструзией с раздувом используется для того, чтобы производить пленку для подгузников. Литая пленка MDO легче расщепляется по диаметру горловины, чем экструзионно-раздувная, поскольку литая пленка не имеет исходной ориентации. Но иногда расщепление в одном направлении желательно для пленок, которым необходим "зазубренный край". Литая пленка также может быть толще, и у нее более строгий контроль размерности.
У пленки, получаемой экструзией с раздувом, напротив, имеется верхний предел начальной толщины, составляющий примерно10 - 15 мил, поэтому после MD ориентации она может быть по-настоящему тонкой—до 0.2 мил (5 микрон). Такая пленка также начинает с определенной внутренне присущей степени биаксиальной ориентации, поэтому, когда нужна прочность в ориентированной пленке, то пленка, получаемая экструзией с раздувом, может быть более удачным выбором.
Экструзионно-раздувная пленка компании FlexTech No. 2455 является заменителем бумаги, которому необходима биаксиальная прочность. Она проходит через печатное и преобразующее оборудование быстрее бумаги, поскольку ориентация делает ее плоской и жесткой. No. 2455 представляет собой ассиметричную барьерную пленку из найлона и HDPE, имеющую пять или семь слоев. Ее используют для производства устойчивых пакетов, предназначенных для смесей для булочек.
Trico Industries, Норт Кингстаун, Род-Айленд, осуществляет MD ориентацию литой пленки с экструзией для изготовления специальной пленки для графики и упаковки, для которой контроль толщины имеет решающее значение. Владельцы изначально работали в M&W, но сейчас создают свое собственное оборудование.
Avery Dennison из Пейнсвилля, Огайо, производит литую пленку с MDO для самоклеящихся этикеток. Моноосевая жесткость позволяет легко использовать этикетки, поскольку они проявляют жесткость в одном направлении, что позволяет легко отсоединять защитную основу. В то же время, этикетки с MDO мягкие в поперечном направлении, поэтому они хорошо наносятся на закругленную форму, такую как бутылки. Avery Dennison имеет четыре линии для MDO, производя ориентированные этикеточные пленки в Пейнсвилле и Конкорде.
По словам Келли Уильямс, работающей в подразделении развития рынков для эластичной упаковки компании Equistar, другой альтернативой является экструзия листа с MDO. "Если Вы осуществляете MD ориентацию листа, то можете выпустить больше фунтов продукции и исключить необходимость ламинирования пленок для придания им жесткости", - добавляет Уильямс. Equistar в настоящее время работает с создателем оборудования для MDO, который обладает также и технологией экструзии листа.
Повышение гибкости
Поставщики оборудования создают новые установки для MDO со значительно большей гибкостью по сравнению с предшествующими. Модели, предназначенные для разработки продукции, конфигурируются для использования множества путей полотна; с вариантами с одним, двумя и тремя вытягиваниями; а также с функцией автоматического продевания для безопасности. M&W создает саму сложную установку для ориентации. Она сочетает три стиля растягивания—однократное вытягивание, двойное вытягивание, и "вытягивание с нулевым зазором" при сжатии - а также индивидуальное управление температурой и скоростью для всех вальцов: предварительного нагрева, отжига и охлаждения. Установка создается для производства и использования при научно-исследовательских и проектно-конструкторских работах.
Устройство нулевого зазора, имеющееся на данной установке, представляет собой новую технологию, полученную по лицензии от компании ITW Signode и внедренную в прошлом году M&W. Растягивание с нулевым зазором происходит при сжатии между двумя вытягивающими вальцами, которые вращаются в различных направлениях. Как сообщает M&W , в результате образуется меньше шейки и получается некоторая биаксиальная ориентация.
Вертикальные установки также создаются с новыми устройствами для придания большей гибкости. Два года тому назад, Black Clawson создала свою первую вертикальную установку для MD (с 9-футовой башней), на сегодняшний день компания поставила три таких установки. Вертикальная установка имеет автоматическое продевание и лучший доступ для операторов. M&W создала свою первую вертикальную установку для MD в 1995 г., и в компании сообщают, что почти 20% их установок для MDO в настоящее время вертикальные. Установка для MDO Battenfeld Gloucester также имеет вертикальную конструкцию с автоматическим продеванием.
Вопросы, связанные с материалом
Степень вытяжки пленки с MDO ограничена возможностями полимера: примерно 2:1 для полистирола, от 4:1 до 5:1 для LLDPE, 5:1 для найлона, от 6:1 до 7:1 для полипропилена, и от 8:1 до 12:1 для HDPE. (гомополимер HDPE может достигать десятикратной жесткости BOPP.) Растяжение PP может быть увеличено до 8:1 за счет использования сополимеров или смешивания с каким-нибудь металлоценовым PE. LDPE не так уж часто подвергается ориентации MD, поскольку его большое распределение молекулярной массы дает ему слишком небольшую прочность на разрыв.
Addex представляет "MDO Light," четырех вальцовую установку для MDO, которая предварительно нагревает экструзионно-раздувную пленку, а затем растягивает настолько, насколько нужно, чтобы сделать ее плоской для более быстрой переработки далее по технологической цепочке.
Поставщики смол все чаще и чаще интересуются MDO, которое позволяет получить свойства, не идущие ни в какое сравнение с биаксиальной ориентацией. MDO может улучшать барьерные свойства EVOH, в то время как биаксиальная ориентация разрушает их. HDPE с MDO обладает прекрасными качествами создания мертвой складки, которая исчезает, если провести биаксиальную ориентацию пленки. Equistar Chemicals приобрела лабораторную установку для MDO у Dr. Collin, и создала компьютерную модель того, как MDO улучшает физические свойства пленок. Equistar использует это программное обеспечение для разработки новых двухмодовых HDPE для применений с MDO.
Как сообщает Equistar, двухмодовые HMW-HDPE позволяют использовать более широкий диапазон условий вытягивания и более высокие степени вытяжки, такие как 12:1 или 13:1 вместо обычной 10:1. При таких крайне высоких степенях вытяжки в полимере происходят структурные изменения, что усиливает свойства пленки, говорит Райан Бриз, инженер по разработке продукции.
MD ориентация способна раскрывать поры, что обеспечивает возможность пропускать воздух таким продуктам, как гигиенический нижний слой подгузников для людей с недержанием. Такие пленки наполняют карбонатом кальция или другими неорганическими веществами. После MD ориентации, пленка подвергается "удару" со стороны охлаждающих вальцов, а затем снова осуществляется MD ориентация, но в значительно большей степени для вскрытия пор за счет оттягивания полимера от частиц наполнителя.
Тот же эффект воздействия на пористость имеет место при растягивании пленки, которая содержит твердые сферолиты или "кристаллы с бета формированием", которые образуются во время отжига. Кристаллами можно управлять так, чтобы открывать поры определенного размера при растягивании пленки. В зависимости от размера кристалла, растягивание дает пленку, обладающую прозрачностью, дымчатостью, белизной, или перламутровостью. Avery Dennison использует самые мелкие кристаллы для придания прозрачности своей последней MDO пленке для этикеток, соэкструдинованной полипропиленовой марке, которая называется GCX.
Йен Х. Шут, старший редактор
Источник: Plastics Technology