ХИМИЯ 2007: прогресс в пластпереработке
Выставка Химия 2007 г. является широким смотром достижений химической промышленности как нашей экономики, так и зарубежной экономики. В этой связи интересно рассмотреть основные достижения в области одного из основных направлений развития химической промышленности мира – направления переработки пластмасс.
Основным направлением развития переработки пластмасс, включая основное материаловедческое направление, а также смежные направления, такие как оборудование для переработки пластмасс, развитие сопутствующего оборудования, и средств управления является интенсивное освоение всех достижений мировой науки, технологии, техники и организации производства. Современные полимерные материалы можно разделить на полимеры общетехнического назначения и конструкционного назначения. В ряду материалов инженерно-технического назначения интенсивно развиваются новые суперпрочные и теплостойкие материалы. Интенсивно развиваются также по составу полимеров группа термоэластопластов. Эта группа пластмасс в последние годы устойчиво наращивает объемы применения во многих областях экономики. Очень интенсивно развивается по объему производства и составу продуктов направление добавок для пластмасс.
В области переработки пластмасс осуществляются сдвиги, заметные даже за короткие периоды между очередными выставками. Эти очень быстрые изменения в области технологии и техники связаны с убыстряющимся развитием НТП во всех сферах современной технологии, а также с изменениями в области структуры сырьевого баланса современной мировой экономики, сокращающегося периода смены продукции (рис 1).
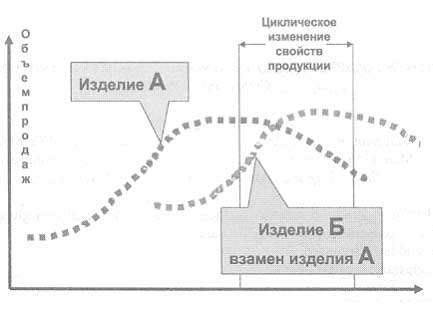
Рис. 1. Время сменяемости продукции.
В последние десятилетия существенно увеличилось производство полимерных материалов. Сохраняется устойчивое увеличение годового производства полимерных материалов на уровне, примерно, 5-6%. Объем производства пластмасс уже в настоящее время превышает объем производства металлов в два раза. При этом темпы производства металлов с середины 80-х годов замедлились и в течение последних десятилетий увеличиваются незначительно. Быстрое наращивание объемов производства полимеров связано с очень быстрым наращиванием применения пластмасс во всех сферах экономики. Это в свою очередь вызывает мощное наращивание нового ассортимента изделий по всем технологиям переработки материалов в изделия, а также ускоряющейся заменой существующего ассортимента. Увеличение ассортимента продукции является одной из главных черт развития практически всех современных массовых способов переработки пластмасс. Это проявляется в разработке новых способов переработки пластмасс
Современные промышленные способы переработки пластмасс в настоящее время находятся в следующем соотношении:
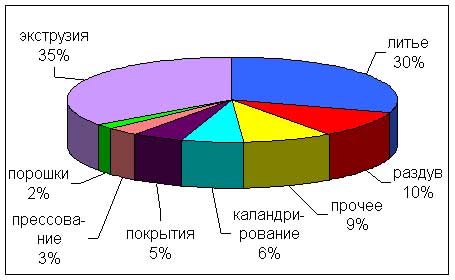
Рис. 2. Современная структура переработки пластмасс.
Приведенные способы переработки подразделяются на непрерывные и дискретные. Однако анализ показывает, что при всех различиях этих способов тенденции развития всех способов переработки сходны (рис. 3). На рисунке видно, что направления развития этих способов существенно зависят от прогресса в области материалов, оборудования и управления технологиями.
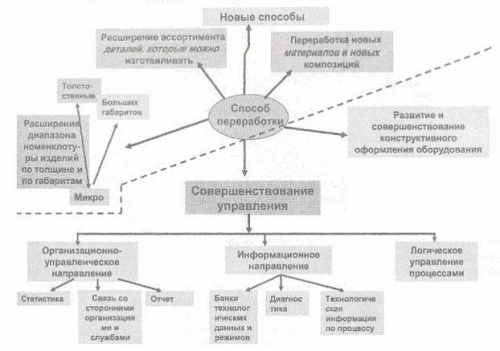
Рис. 3. Направления развития новых способов переработки пластмасс.
Конъюнктура производства пластмасс однозначно связана с проблемами нефтедобычи и переработки нефте-химического сырья. (Это объясняется тем, что использование угля, газа, растительного сырья для производства пластмасс применяется еще недостаточно). Увеличение цен на нефтехимическое сырье привело к росту цен на полимерные материалы. Доля стоимости сырья в себестоимости изделий из пластмасс составляет 70-80% и тенденция преобладающего влияния стоимости сырья на себестоимость пластмассовой продукции и изделий является устойчивой (рис. 4). На рисунке видно, что основными наиболее значимыми показателями себестоимости является: сырье, энергия и трудозатраты. Именно эти факторы и определяют основные направления прогресса современной технологии переработки пластмасс, промышленного оборудования и организации современных производств. Поэтому основными сегодня и на перспективу направлениями инновационных технологий (высококонкурентных производств) является: экономия сырья, энергии, сокращение трудоемкости (автоматизация, механизация, кибернетизация) и повышение интенсификации.
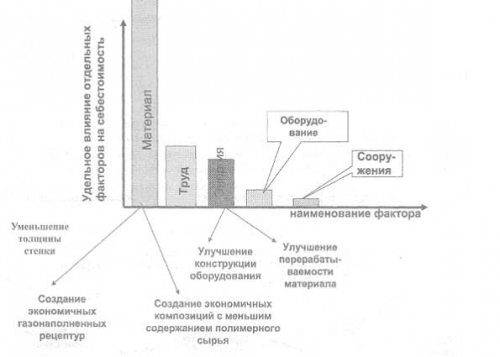
Рис. 4. Влияние отдельных факторов на себестоимость литьевой продукции.
Экономия сырья наряду с традиционными подходами (полное использование отходов, наполнение изделий минеральными и другими наполнителями, включая газ, воду, уменьшение расходных коэффициентов) решается прямыми способами переработки – путем уменьшения толщины стенок деталей. Однако это направление требует более серьезного подхода к проектированию оснастки и к конструированию и параметрам основного оборудования. Уменьшение толщины стенок деталей сокращает продолжительность технологического периода формования детали. Следовательно, сокращение цикла требует увеличения съема тепла с рабочих органов машины. Для примера можно отметить, что уменьшение толщины стенки литьевой детали в два раза, вносит в два раза меньше тепла в форму. Однако охлаждение такой детали осуществляется в четыре раза быстрее. Следовательно, поток тепла от формы увеличивается в два раза по сравнению с исходной деталью. В этих новых условиях одним из основных элементов инновационной технологии литья является включение в технологический процесс сопутствующего оборудования, в частности требует включения термостатических установок. Без применения таких установок невозможно обеспечить прогрессивные интенсифицированные технологические процессы изготовления деталей.
Экономия энергии достигается по нескольким направлениям. Например, в литьевой технологии расширяется применение механических (электрических) машин. Экономичность таких машин достигается тем, что после выполнения каждой операции двигатель останавливается. Уменьшается расход энергии на холостую работу двигателей. Современные приводы прессовой и инжекционной части разделяются. Этим также достигают экономии энергозатрат. Существенным средством экономии энергозатрат привода литьевого оборудования является применение аккумуляторов. На всех дискретных способах производства осуществляются мероприятия по сокращению потерь тепла в окружающую среду, использование более экономичных технологий, использование технологического тепла для обогрева производственных помещений.
Сокращение трудозатрат достигается механизацией и автоматизацией основного и сопутствующего оборудования. Современные зарубежные производства по переработке пластмасс дискретных и непрерывных технологий относятся более чем на 80% к крупным и средним производствам.
Эти производства имеют оборотные средства для проведения масштабных работ по снижению трудоемкости. Важным элементом таких работ является механизация подачи сырья от складских силосов до перерабатывающего оборудования, осуществление автоматического дозирования добавок, мастербатчей в машину. В технологическом процессе широко используются манипуляторы для съема продукции из формы и перемещения ее на конвейер. Современная литьевая машина и другие виды оборудования для переработки являются сложными автономными агрегатами, вмонтированными в цеховую инфраструктуру производства Современное производство по переработке пластмасс все более смещается в область использования труда на контроль качества продукции, контроль работы оборудования, на контроль соблюдения регламентов, управление и организацию производства. Увеличение объемов производства и применения пластмасс увеличивают потребность в объеме переработки. Поэтому важным фактором сокращения трудоемкости, особенно непрерывных производств, является увеличение единичной мощности агрегатов. Это увеличивает эффективность работ по комплексной механизации и автоматизации производств. Современные производства по переработке пластмасс это мощные индустриальные комплексы. На рисунке 5 показан один из узлов производственной линии для изготовления тонкой пленки, барабан для полива расплава полимера, в сравнении с автомобилем среднего класса.

Рис. 5. Узел отливки пленки из ПЭТФ производительностью 5 тыс. кг/ч.
Э.Л. Калинчев, доктор тех. наук, профессор, заслуженный деятель науки и техники РФ, ОАО "Научно-исследовательсий институт пластических масс".
По материалам 2-й международной конференции «Полимерные материалы XXI века», проходившей в рамках 14-й международной выставки «Химия-2007».