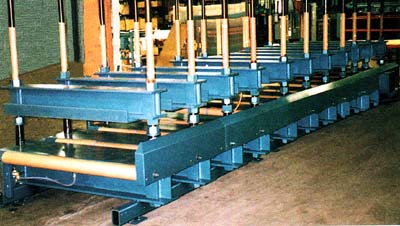
Пневматический пресс компании Black Brothers использует низкое пневматическое давление, чтобы спрессовать пакет из плит высотой до 60 дюймов. (Фото предоставлено компанией Black Brothers.) Пневматический пресс компании Black Brothers использует низкое пневматическое давление, чтобы спрессовать пакет из плит высотой до 60 дюймов. (Фото предоставлено компанией Black Brothers.) Первым делом, нижний облицовочный слой закладывается в место сборки. Элементы сердечника желаемой толщины проходят через клеераспределяющие машины, где клей наносится на обе стороны элемента сердцевины. Эти сегменты сердечника размещаются на нижнем облицовочном слое и накрываются верхним слоем. Собираемые части выравниваются относительно друг друга перед тем, как их положат под пресс, в который обычно можно заложить пакет из плит общей высотой до 60 дюймов. Процесс сборки повторяется до тех пор, пока не будет достигнута необходимая высота для размещения под прессом. Большинство прессов, используемых сегодня – пневматические, в которых давление воздуха равномерно распределяется по верхней или нижней рабочей поверхности до того момента, пока не будет достигнуто необходимое давления для пакета из плит. 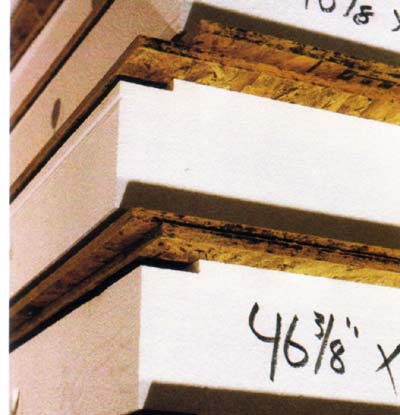
Этот пакет плит сердечников из ППС был изготовлен и готов к отгрузке на стройплощадку. Пена на углах была убрана, чтобы обеспечить соединения шлицов, а также вырезаны канавки для электропроводки. Этот пакет плит сердечников из ППС был изготовлен и готов к отгрузке на стройплощадку. Пена на углах была убрана, чтобы обеспечить соединения шлицов, а также вырезаны канавки для электропроводки. Различные клеящие вещества имеют различное время застывания, которое определяет как долго им необходимо находиться под давлением. Время для усадки обуславливается температурой и влажностью. После выемки из-под пресса, пакет плит необходимо оставить для затвердевания на 24 часа перед тем, как отправить их на хранение, или на отгрузку, или производственную секцию завода, где двери, окна и другие подвижные элементы встраиваются в панели и подготавливаются для конечной установки. И хотя существует некоторые виду оборудования, использующего вакуум для создания давления на плиты, этот метод еще не имеет широкого распространения. Процедура изготовления плиты из уретана или изоцианурита разительно отличается. В данном случае облицовочные поверхности разделены распорками и смешанные компоненты пенного сердечника заполняются в пространство между ними. По мере того, как пена расширяется и заполняет пустоты, пена склеивает оба поверхностных слоя вместе. Никаких других клеящих веществ не требуется. Т.к. введенная пена расширяется создавая дифференциальное давление внутри плиты, это приводит к некоторой шероховатости поверхности или искажению. Уретановые панели также можно использовать путем формирования сердечников в пресс-форме, а затем совмещать их с наружными слоями при помощи распыляемого на сердечник клея.
| 
